 English
English 中文简体
中文简体
Product Description: High-precision powder metallurgy part (S14*7*10) made of iron material from Jiande Wefine, customized PM components with strict tolerance control.
See DetailsE-mail us: [email protected]
Tel: +86-15239857375
 Home / Author / Tan Xinyue — After-Sales Technical Coordinator / High Precision Powder Metallurgy Components for Self-Lubricating Bearing Applications
Home / Author / Tan Xinyue — After-Sales Technical Coordinator / High Precision Powder Metallurgy Components for Self-Lubricating Bearing Applications High Precision Powder Metallurgy Components for Self-Lubricating Bearing Applications
 2026.06.02
2026.06.02
 Tan Xinyue — After-Sales Technical Coordinator
Tan Xinyue — After-Sales Technical Coordinator
Content
- 1 Product Overview
- 2 Key Technical Advantages
- 3 Why Powder Metallurgy Is an Effective Manufacturing Route
- 4 Advanced Manufacturing Process
- 5 Advantages Compared with Competing Solutions
- 6 Application in Electric Fans
- 7 Application in Refrigerators
- 8 Dimensional Options and Customization
- 9 Quality Assurance and Long-Term Reliability
- 10 Manufacturing Strengths of the Supplier
- 11 Engineering Considerations for Selecting This Component
- 12 How the Product Supports Lower Total Cost
- 13 Environmental and Production Efficiency Benefits
- 14 Q&A Section
- 14.1 What is the main function of this powder metallurgy component?
- 14.2 What material is used for the component?
- 14.3 Why is oil impregnation important?
- 14.4 What tolerance level can the product achieve?
- 14.5 How does this product compare with a machined steel bushing?
- 14.6 How does this product compare with a plastic bushing?
- 14.7 Can the component be customized?
- 14.8 What industries can use this type of component?
- 14.9 Why is concentricity important?
- 14.10 What should buyers provide when requesting a quotation?
- 15 Conclusion
- 16 References
- 17 Product: Powder Metallurgy Part High Precision PM Component (A3678)
Powder metallurgy structural parts are increasingly selected by engineers who need compact geometry, stable tolerances, reliable wear behavior, and economical high-volume production. Among these parts, iron-based oil-impregnated bushings and precision powder metallurgy components occupy an important position because they combine dimensional accuracy with self-lubricating performance. The product discussed in this article is a high-precision powder metallurgy component identified as A3678, designed as an iron-based oil-impregnated bearing or bushing solution for applications where smooth motion, low noise, compact assembly, and long service life are required.
This component is produced from iron powder through a controlled powder metallurgy process that includes material preparation, pressing, sintering, sizing, impregnation, inspection, and optional secondary machining. Its representative specification is S14*7*10, and it is developed for strict tolerance control, with dimensional capability reaching IT7 grade and concentricity control as tight as 0.03 mm under appropriate production and inspection conditions. These characteristics make it suitable for fan mechanisms, refrigerator hinge and compressor linkage systems, small motor supports, appliance transmission structures, and other precision assemblies.
Unlike conventional machined bushings or cast metal sleeves, powder metallurgy components are engineered from the beginning for repeatability, porosity control, lubricant retention, and near-net-shape manufacturing. This makes the product especially attractive for customers who need both performance and cost efficiency. The use of iron powder provides broad material availability and competitive cost, while oil impregnation enables self-lubricating operation without the need for continuous external oiling during service.
Jiande Welfine Technology Co., Ltd. manufactures this type of precision powder metallurgy component with more than two decades of industry experience. Established in 2001, the company integrates research and development, production, quality inspection, and customized engineering support. Its production base covers approximately 13,039 square meters and is equipped with advanced presses, high-temperature sintering furnaces, forming machines, and testing equipment. With ISO 9001:2015 and IATF 16949:2016 quality management certifications, the company is positioned to support customers requiring consistent, durable, and traceable powder metallurgy parts.
Powder Metallurgy Part High Precision PM Component (A3678)
Product Overview
The A3678 powder metallurgy component is classified under iron-based oil-impregnated bearings. It is not merely a simple sleeve; it is a precision structural and bearing element designed to support shafts, reduce friction, stabilize motion, and improve assembly reliability. In applications such as electric fans and refrigerators, such small components often determine whether a product feels smooth, quiet, and durable to the end user.
The component is made from iron powder, a material choice that offers several advantages. Iron powder is cost-effective, widely available, mechanically stable, and suitable for sintering into parts with controlled porosity. When properly compacted and sintered, iron-based powder metallurgy parts provide a strong balance of strength, wear resistance, machinability, and dimensional stability. After oil impregnation, the interconnected pore network inside the part becomes a built-in lubricant reservoir, giving the bushing its self-lubricating characteristic.
The high precision of the component is one of its most important selling points. The product information specifies IT7 dimensional tolerance capability and concentricity control of 0.03 mm. In practical terms, this means the inner bore, outer diameter, spherical surface, or related bearing geometry can be produced with excellent coaxial alignment and dimensional repeatability. For rotating or oscillating mechanisms, good concentricity reduces vibration, uneven wear, and noise.
The product can be customized according to drawings or samples. This is essential because powder metallurgy components are often integrated into assemblies that have specific shaft sizes, housing fits, lubrication requirements, and operating loads. Instead of forcing customers to redesign around a standard part, the manufacturer can adjust dimensions, tolerances, chamfers, material density, oil type, and finishing methods to match the application.
Key Technical Advantages
The first advantage is dimensional accuracy. For a small bushing or PM component, even a slight deviation in bore size, outside diameter, or face height can influence press-fit performance, shaft clearance, noise, and service life. IT7 grade tolerance capability allows the component to be used in precision assemblies where ordinary low-grade sintered parts may not be sufficient. The ability to maintain tight tolerances also reduces the need for excessive post-machining, helping customers control total procurement cost.
The second advantage is concentricity. A bushing with poor concentricity can cause uneven shaft support, eccentric rotation, vibration, and accelerated wear. By controlling concentricity to a fine level, the component helps maintain stable movement. This is particularly important in fan swing mechanisms, auxiliary motor shaft supports, refrigerator door hinges, and vibration reduction linkages. In these systems, the bushing may be small, but the consequences of misalignment can be very visible, including abnormal noise, loose movement, or premature failure.
The third advantage is self-lubrication. During oil impregnation, lubricant is absorbed into the porosity of the sintered iron structure. When the part operates, heat and motion encourage oil to migrate gradually to the sliding surface. This reduces friction between the bushing and shaft. When motion stops or temperature decreases, some oil can return into the pores through capillary action. This cycle supports long-term lubrication without requiring frequent maintenance.
The fourth advantage is cost-effective material selection. Iron powder is less expensive than many copper alloys and specialty alloys, while still providing useful mechanical properties for many light- and medium-duty applications. Compared with fully machined steel or bronze components, powder metallurgy can reduce material waste because the part is formed close to its final shape. This is especially beneficial in mass production.
The fifth advantage is stable large-volume repeatability. Once a powder metallurgy tool is developed and process parameters are optimized, the same part can be produced repeatedly with consistent geometry. This is valuable for appliance, motor, and mechanical assembly manufacturers that require thousands or millions of parts with the same performance profile.
| Feature | Product Capability | Customer Benefit |
| Material | Iron-based powder metallurgy structure | Cost-effective strength, stable supply, and good suitability for sintered bearing parts |
| Tolerance | IT7 grade capability | Improved assembly accuracy and reduced variation in high-volume production |
| Concentricity | Controlled as tight as 0.03 mm depending on design and inspection conditions | Lower vibration, smoother shaft support, and reduced abnormal noise |
| Lubrication | Oil-impregnated self-lubricating structure | No continuous external oil supply required during normal working conditions |
| Customization | Produced according to drawings or samples | Flexible fit for motors, appliances, hinges, linkages, and transmission assemblies |
| Quality Support | Strict inspection with long-term product warranty support | Greater confidence in durability and supply consistency |
Why Powder Metallurgy Is an Effective Manufacturing Route
Powder metallurgy is a manufacturing technology that forms parts from metal powders rather than from bar stock, plate, or molten metal. The general process includes powder mixing, compaction in a die, sintering at high temperature, and finishing. For components such as bushings, this process is especially useful because it can create controlled porosity. Controlled porosity is difficult to achieve through conventional machining or casting, but it is essential for oil-impregnated bearings.
In a conventional machined bushing, lubrication must usually be supplied through grooves, grease, oil holes, or external maintenance. In a sintered oil-impregnated bushing, lubricant is stored throughout the part itself. This makes the bushing cleaner, more compact, and more maintenance-friendly. It also reduces the risk of lubrication failure in inaccessible locations, such as inside a fan head, motor subassembly, or appliance hinge.
Powder metallurgy is also efficient for producing shapes that would otherwise require multiple machining steps. Chamfers, flanges, spherical surfaces, collars, grooves, and stepped profiles can often be formed directly or semi-directly in the tooling. This reduces cutting time, scrap, and cost. For precision parts like A3678, secondary sizing and finishing operations can then be applied to achieve the required tolerance.
Another benefit is material utilization. Machining a small bushing from solid metal stock may remove a large portion of material as chips. Powder metallurgy compaction uses a measured amount of powder, forming it close to the finished geometry. Lower waste contributes to cost control and more sustainable manufacturing.
In addition, powder metallurgy permits engineering control over density and porosity. By adjusting powder characteristics, compaction pressure, sintering conditions, and sizing, manufacturers can tune the balance between strength, oil storage capacity, and dimensional accuracy. This design freedom is a strong reason why PM bushings continue to be used in electric motors, household appliances, office equipment, power tools, automotive systems, and industrial mechanisms.

Advanced Manufacturing Process
Material Selection and Powder Preparation
The manufacturing process begins with iron powder selection. Powder quality influences flowability, compressibility, green strength, sintered density, pore structure, and final mechanical performance. For a high-precision oil-impregnated component, the powder must be suitable for stable pressing and sintering. Additives or lubricants may be blended to improve compaction and ejection from the die.
The powder mixture must be uniform. Inconsistent mixing can create density variation, which may later result in dimensional distortion, uneven oil absorption, or inconsistent strength. A reliable manufacturer controls powder batch quality and blending parameters to ensure that each production lot begins with a stable material foundation.
Precision Compaction
After powder preparation, the material is compacted in a precision die. Pressing is one of the most critical stages because the green compact already contains the basic geometry of the final part. Compaction pressure, tooling alignment, powder fill height, and ejection behavior must be controlled carefully. For parts requiring close tolerance, tooling precision is extremely important.
In powder metallurgy bushing production, the inner and outer diameters must be formed with proper allowance for sintering shrinkage or growth. The manufacturer must understand how the selected powder and part geometry behave during sintering. This knowledge is developed through experience, trial production, and process control. A company with more than 20 years in powder metallurgy can use accumulated process data to improve first-pass success for customized parts.
High-Temperature Sintering
Sintering bonds the compacted iron particles together at elevated temperature. During sintering, metallurgical necks form between powder particles, increasing strength and structural integrity. Sintering atmosphere, temperature, belt speed or holding time, and furnace uniformity all influence the final part.
For oil-impregnated bearings, sintering must achieve enough strength while preserving the interconnected porosity needed to hold lubricant. If density is too low, mechanical strength may be insufficient. If density is too high, oil storage capacity may decrease. The correct balance depends on application requirements. Refrigerator hinges, fan swing systems, and motor shaft supports may each need a different combination of load capacity, porosity, and wear resistance.
Sizing and Dimensional Calibration
After sintering, precision sizing may be used to calibrate dimensions. Sizing compresses or reforms the sintered part in a precision tool to improve roundness, bore accuracy, outside diameter, height, and concentricity. This step is one reason the product can achieve tight tolerances such as IT7 grade.
For customers, sizing is valuable because it improves consistency without requiring extensive machining. It can also enhance surface contact quality for bearing applications. A properly sized bore supports smoother shaft movement and more predictable running clearance. In high-volume production, sizing contributes to stable assembly performance and fewer rejected components at the customer’s production line.
Oil Impregnation
Oil impregnation is central to the product’s bearing function. The sintered part contains microscopic interconnected pores. Through vacuum impregnation or other controlled methods, lubricant is introduced into these pores. Once impregnated, the bushing can release oil gradually during operation.
The product information references SHC 626 oil for certain application conditions. The choice of oil can influence temperature resistance, oxidation stability, viscosity behavior, noise performance, and service life. Selecting the correct oil is therefore not a minor decision; it is part of the engineering design. For appliance applications, stable low-noise lubrication is especially important because consumers notice squeaks, clicking, and rough motion quickly.
Inspection and Quality Control
Precision powder metallurgy components require inspection at multiple stages. Incoming powder may be checked for quality consistency. Pressed green parts may be monitored for weight and visible defects. Sintered parts may be tested for dimensions, density, hardness, strength, and surface quality. Finished parts are inspected for bore size, outside size, height, concentricity, chamfers, and oil content according to customer requirements.
Quality control is supported by the company’s ISO 9001:2015 and IATF 16949:2016 certifications. These systems emphasize process discipline, traceability, corrective action, risk management, and continuous improvement. For buyers, certification is not merely a document; it indicates that the manufacturer has established procedures to maintain repeatability and respond effectively to quality requirements.
Advantages Compared with Competing Solutions
Compared with Machined Steel Bushings
Machined steel bushings can offer strength, but they usually do not provide inherent oil storage unless additional features are created. They may require external lubrication, grease grooves, or maintenance. They also generate machining scrap and can be expensive in large quantities. The powder metallurgy oil-impregnated component provides a better solution when the application needs self-lubrication, quiet operation, and mass-production economy.
Because the PM part is formed near net shape, it can reduce the number of cutting operations. For small bushings, machining time can represent a large percentage of total cost. Powder metallurgy helps reduce this burden while maintaining dimensional accuracy through sizing and inspection.
Compared with Bronze Bushings
Bronze oil-impregnated bushings are widely used and have excellent tribological properties. However, bronze materials can be more costly than iron-based alternatives. In many household appliance and light mechanical applications, iron-based PM bushings can deliver sufficient wear performance at a more competitive price. When the load, speed, shaft material, and lubrication conditions are suitable, iron-based oil-impregnated parts offer a strong cost-performance ratio.
The iron-based component is particularly attractive when the customer needs a practical balance between strength, price, and durability. For fan mechanisms and refrigerator hinge structures, the loads are often moderate, but noise and dimensional stability are important. In such cases, a well-designed iron-based PM bushing can be an excellent choice.
Compared with Plastic Bushings
Plastic bushings can be lightweight and inexpensive, but they may suffer from creep, temperature sensitivity, limited load capacity, and dimensional instability under certain conditions. They may also create noise or wear problems depending on the shaft and environment. An iron-based oil-impregnated PM bushing offers higher thermal stability, better metallic strength, and reliable lubricant retention.
For appliances that experience repeated movement over many years, dimensional stability is important. A refrigerator door hinge, for example, may be opened and closed thousands of times. A fan oscillation mechanism may operate for long periods in warm conditions. In these environments, a metal self-lubricating bushing provides a strong combination of rigidity and wear resistance.
Compared with Low-Precision Sintered Parts
Not all powder metallurgy parts are equal. Low-precision sintered parts may have loose tolerances, poor bore roundness, inconsistent density, or insufficient oil impregnation. Such parts may be cheaper initially, but they can create hidden costs through noise complaints, assembly failures, warranty returns, and shorter service life.
The A3678 component is positioned as a high-precision PM component. IT7 tolerance capability, tight concentricity control, and strict inspection distinguish it from ordinary sintered bushings. For customers selling finished appliances or mechanical equipment, this difference can affect brand reputation and after-sales cost.

Application in Electric Fans
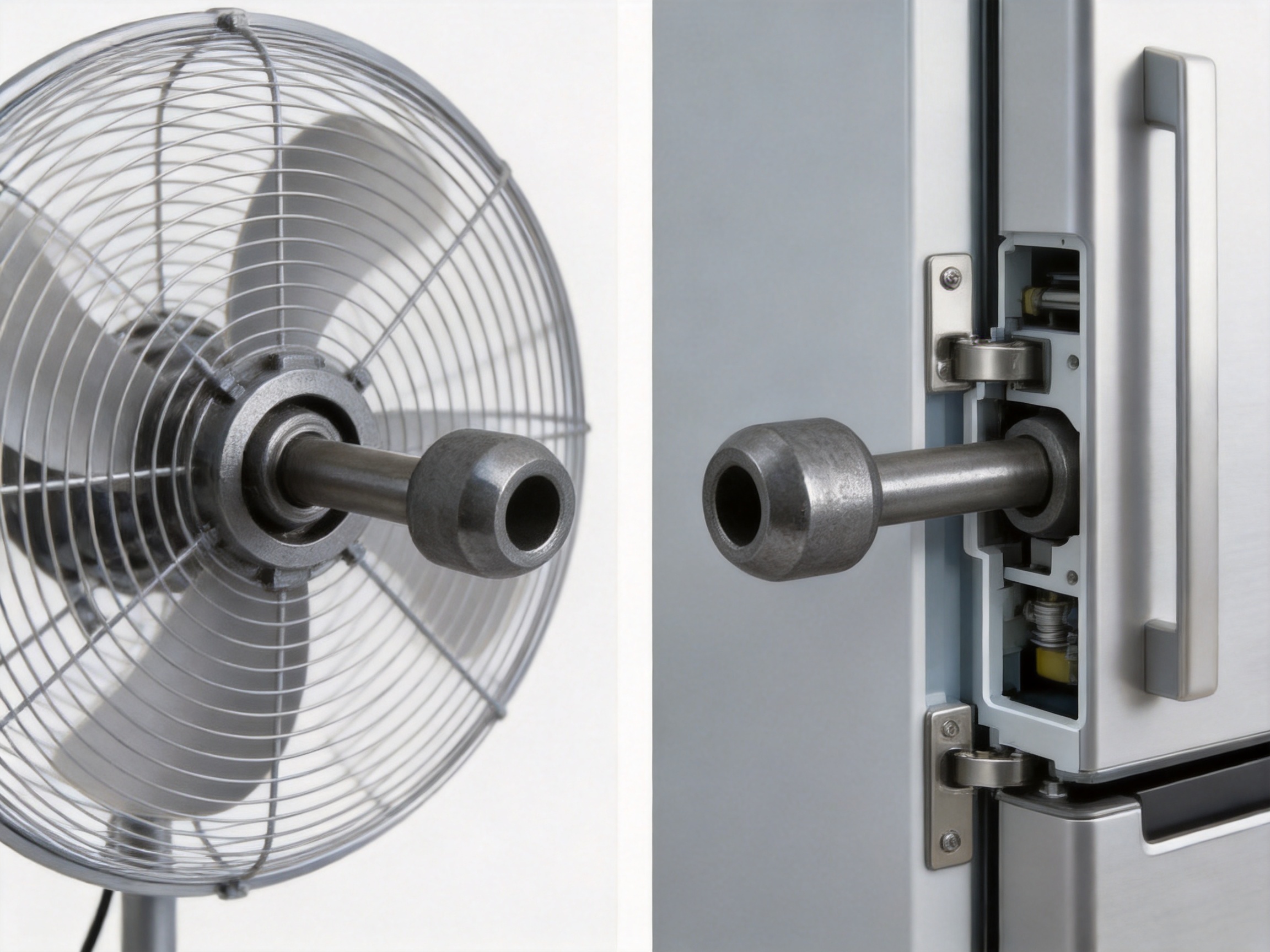
Electric fans require smooth rotational and oscillating motion. The user may not see the internal bushing, but the user immediately notices if the fan head shakes, jams, squeaks, or produces abnormal noise. The powder metallurgy spherical bushing can serve as a core positioning and transmission component in ceiling fans, stand fans, tower fans, and similar products.
In the fan head swing mechanism, the component can be installed at the joint of the pitch and yaw drive rod. This joint must allow controlled motion without excessive looseness. High-precision concentricity helps maintain alignment, while oil-impregnated self-lubrication supports smooth movement. The result is more stable fan oscillation and reduced risk of jamming during long-term use.
In motor shaft support applications, the component can act as a small bearing sleeve for an auxiliary shaft. A spherical matching surface, such as a surface around 13.7 mm depending on the specific design, can fit closely with the motor shaft or related support geometry. This reduces rotational friction and helps improve the efficiency of the motor assembly. Lower friction can also reduce heat generation and contribute to longer service life.
Noise reduction is another important benefit. In fan products, operating sound strongly influences customer satisfaction. A bushing with poor tolerance may allow vibration or misalignment, while a dry bushing may squeak. The self-lubricating PM bushing addresses both issues by combining accurate geometry with internal oil supply.
For manufacturers of fans, the ability to order customized PM components according to drawings is valuable. Fan models differ in shaft diameter, housing structure, oscillation angle, load, and assembly method. A flexible manufacturer can adapt the bushing design to match the product platform, helping reduce redesign time and improve assembly compatibility.
Application in Refrigerators
Refrigerators use many small mechanical parts that must work quietly and reliably for years. Door hinges, compressor mounting systems, damper mechanisms, and linkage parts all benefit from precision and wear resistance. The A3678 type powder metallurgy component can be used in refrigerator door hinge adjustment mechanisms and compressor vibration reduction linkages.
In a door hinge adjustment system, the component may be embedded in the upper or lower hinge pivot. Its chamfered edges, controlled height, and accurate bore or outside geometry help the refrigerator door open and close smoothly. If hinge components wear quickly or lose alignment, the door may sag, the seal may fail, and energy efficiency may decrease. A precise PM bushing helps maintain alignment and motion quality.
The product information mentions chamfered inner and outer corners, such as 0.4 x 45 degrees, and strict dimensional control, including examples of total height tolerance around 10.40 ± 0.05 mm for certain designs. Such details matter because hinge systems depend on stack-up tolerances. If several parts vary too much, the final door position may shift. High-precision PM components reduce that risk.
In compressor vibration reduction linkages, the powder metallurgy material contributes wear resistance and damping support. The oil-lubricated sliding surface helps reduce friction at connection points, while the metallic structure provides mechanical stability. By reducing vibration transmission from the compressor to the refrigerator body, the component can help lower operating noise and improve the user experience.
For commercial refrigerators, reliability is especially important because equipment may run continuously and maintenance interruptions can be costly. A self-lubricating bushing that requires no regular external oiling is beneficial in such applications. It supports long-term operation with reduced maintenance complexity.
Dimensional Options and Customization
The product family includes multiple possible dimensions. Representative inner diameters include 3.17 mm, 5.5 mm, 6 mm, 6.35 mm, 7 mm, 8 mm, 9 mm, 9.5 mm, 10 mm, 12 mm, and 12.7 mm. Representative outside or spherical dimensions include values such as 10 mm, 10.4 mm, 10.6 mm, 11.1 mm, 11.6 mm, 13.4 mm, 14 mm, 14.4 mm, 14.7 mm, 15 mm, 15.2 mm, 15.4 mm, 15.5 mm, 16 mm, 18 mm, 21 mm, and 21.4 mm. Length values include examples such as 7 mm, 9 mm, 10 mm, 10.5 mm, 10.8 mm, 11 mm, 11.4 mm, 12 mm, 14 mm, and 15 mm.
These dimensions demonstrate the product’s suitability for compact precision mechanisms. However, the most important point is not simply the listed sizes; it is the ability to customize. Customers can send drawings or samples for analysis. The manufacturer can then review tolerance requirements, material selection, oil impregnation requirements, density targets, tooling feasibility, inspection methods, and production volume.
Customization may include bore tolerance class, outside diameter fit, flange or spherical geometry, chamfer design, length tolerance, surface finish, oil type, packaging method, and inspection reporting. For customers in appliance and motor industries, this engineering support can shorten development cycles and reduce trial-and-error during assembly validation.
When designing a PM bushing, engineers should consider shaft material, shaft hardness, surface roughness, operating speed, load, temperature, oscillating or rotating motion, duty cycle, and environmental exposure. The bushing and shaft are a tribological pair; both surfaces influence wear behavior. A well-manufactured bushing performs best when integrated into a properly designed system.
Quality Assurance and Long-Term Reliability
Reliability in powder metallurgy parts comes from process control. A high-quality bushing is not created by inspection alone; it is created by stable material input, correct tooling, controlled compaction, optimized sintering, accurate sizing, proper oil impregnation, and disciplined final inspection. Each step must support the next.
Jiande Welfine Technology Co., Ltd. emphasizes quality management and has obtained ISO 9001:2015 and IATF 16949:2016 certifications. ISO 9001 supports general quality management requirements, while IATF 16949 is especially relevant for automotive-style quality discipline, including defect prevention, variation reduction, and continuous improvement. Even for non-automotive customers, this level of system control can be valuable.
The product information also refers to a 10-year product quality warranty. Such warranty support reflects confidence in manufacturing consistency and product durability. For buyers, warranty terms should always be reviewed according to actual application conditions, but the presence of long-term quality commitment is a positive indicator of supplier responsibility.
Inspection may include dimensional checks using gauges, micrometers, height measuring instruments, roundness or concentricity evaluation, visual inspection for cracks or chips, density measurement, hardness testing, and oil content verification. For critical projects, customers may request production part approval documents, material reports, control plans, or inspection records.
Packaging also affects quality. Small precision bushings can be damaged by collision, contamination, or corrosion if not packed properly. A reliable supplier should package parts to protect surface quality and oil condition during storage and transportation.
Manufacturing Strengths of the Supplier
The manufacturer behind this product has several strengths that support reliable supply. The company was established in 2001, giving it more than 20 years of experience in powder metallurgy sintering and precision machining. Experience matters because PM manufacturing requires practical knowledge of powder behavior, tooling life, sintering distortion, dimensional compensation, and customer-specific application needs.
The company operates a modern production base of approximately 13,039 square meters. This scale allows it to support multiple production steps, including pressing, sintering, forming, secondary processing, and inspection. A vertically integrated production environment improves coordination between departments and helps shorten response time when technical adjustments are needed.
More than 150 skilled employees support production and service. Skilled operators, tooling technicians, quality engineers, and process engineers are essential for maintaining stable output. Automated equipment is important, but human expertise is equally important when diagnosing dimensional variation, adjusting process parameters, or developing a new customized component.
The company provides OEM and ODM customized solutions based on customer drawings or samples. This service model is important because powder metallurgy customers often need more than a catalog part. They need a partner that can understand the function of the component, recommend feasible tolerances, develop tooling, conduct trial production, and scale up to stable mass production.
The company’s advanced equipment includes high-efficiency presses, high-temperature sintering furnaces, and precision forming machines. Presses influence density and geometry. Furnaces influence metallurgical bonding and dimensional stability. Forming and sizing machines influence final tolerance. Testing equipment verifies whether all these steps have produced the desired outcome.
The company’s stated philosophy includes technology leadership, quality priority, stable manufacturing, continuous innovation, and long-term cooperation with global customers. For international buyers, such a philosophy is meaningful when it is backed by certifications, production experience, and clear communication.
Engineering Considerations for Selecting This Component
When selecting an iron-based oil-impregnated PM component, buyers should begin by defining the function of the part. Is it mainly a radial bearing, a hinge pivot, an oscillating joint, a vibration reduction link, or a positioning sleeve? The function determines the important dimensions and performance requirements.
Next, the buyer should define load and motion conditions. Rotating motion and oscillating motion create different lubrication and wear patterns. A continuously rotating shaft may generate stable hydrodynamic or boundary lubrication behavior, while an oscillating hinge may experience repeated start-stop contact. The oil type, porosity, and clearance should be selected accordingly.
Temperature should also be considered. Appliances can operate in varied environments. Fans may work in warm rooms for long periods. Refrigerator components may experience cool ambient conditions, compressor heat, or humidity. The lubricant must remain suitable across the expected temperature range.
Shaft quality is important. A rough, soft, or poorly aligned shaft can shorten bushing life. The best performance comes from a compatible shaft surface finish and hardness. Engineers should review the shaft and housing design together with the bushing specification.
Assembly method must be considered. If the bushing is press-fitted into a housing, the outside diameter tolerance and housing bore tolerance must be coordinated. Press fitting can reduce the internal bore size, so the final running clearance after installation must be evaluated. A high-precision supplier can help account for these effects during design.
Finally, the buyer should define inspection requirements. For standard applications, normal dimensional inspection may be sufficient. For critical assemblies, additional checks such as concentricity, roundness, density, oil content, or functional testing may be required. Clear requirements at the quotation stage help prevent misunderstanding later.
How the Product Supports Lower Total Cost
The initial unit price of a component is only one part of total cost. A low-cost bushing that causes assembly problems, noise complaints, or warranty failures may become expensive. The A3678 high-precision PM component supports lower total cost through repeatability, reduced maintenance, and improved service life.
Near-net-shape manufacturing reduces material waste and machining time. Iron powder provides a cost-effective material base. Sizing and controlled inspection reduce assembly variation. Oil impregnation reduces the need for additional lubrication systems or maintenance steps. These advantages combine to create economic value across the product life cycle.
For appliance manufacturers, line efficiency is important. Parts that fit consistently reduce assembly interruptions. If bushings arrive with stable dimensions and clean surfaces, operators can install them more quickly and with fewer rejected assemblies. Over large production volumes, small improvements in assembly yield can create significant savings.
For end users, the value appears as quieter operation, smoother movement, and longer product life. A fan that oscillates quietly or a refrigerator door that maintains alignment creates a better user experience. Although the bushing is hidden inside the product, it contributes directly to perceived quality.
Environmental and Production Efficiency Benefits
Powder metallurgy can support more efficient material use than many subtractive manufacturing methods. Because parts are pressed close to their final shape, less metal is wasted as chips. This is beneficial for cost and resource efficiency. In high-volume production, reduced scrap can have a meaningful environmental impact.
Self-lubricating bushings can also reduce the need for repeated lubricant application during service. In many applications, no additional oil is required during normal operation. This simplifies maintenance and can reduce contamination risks. For sealed or semi-sealed appliance mechanisms, lower maintenance demand is especially valuable.
The long service life of a well-designed bushing also contributes to sustainability. Components that last longer reduce replacement frequency and help extend the life of the final product. Durable appliance parts can reduce waste associated with premature product failure.
Q&A Section
What is the main function of this powder metallurgy component?
The component functions as a precision self-lubricating bushing or structural bearing element. It supports shafts, stabilizes motion, reduces friction, and helps minimize noise in compact mechanisms such as fan swing assemblies, motor supports, refrigerator hinges, and compressor vibration reduction linkages.
What material is used for the component?
The component is made from iron-based powder metallurgy material. Iron powder offers good cost efficiency, broad availability, useful mechanical properties, and suitability for oil-impregnated sintered bearing structures.
Why is oil impregnation important?
Oil impregnation fills the interconnected pores of the sintered metal with lubricant. During operation, oil migrates to the sliding surface and helps reduce friction and wear. This allows the bushing to work without continuous external oil supply under normal conditions.
What tolerance level can the product achieve?
The product is designed for high precision, with dimensional tolerance capability reaching IT7 grade depending on the part design and production conditions. Concentricity can be controlled tightly, with the product information specifying capability as fine as 0.03 mm.
How does this product compare with a machined steel bushing?
Compared with a machined steel bushing, the powder metallurgy component can provide built-in self-lubrication, lower material waste, near-net-shape manufacturing, and better cost efficiency in volume production. Machined steel may be suitable for very high-load conditions, but it often requires external lubrication and more machining time.
How does this product compare with a plastic bushing?
Compared with a plastic bushing, the iron-based PM component provides better metallic rigidity, higher thermal stability, and stronger resistance to deformation under many operating conditions. It is especially suitable where long-term dimensional stability, oil lubrication, and wear resistance are required.
Can the component be customized?
Yes. The manufacturer can produce customized PM components according to customer drawings or samples. Dimensions, tolerances, chamfers, oil type, density, surface features, and inspection requirements can be reviewed according to the application.
What industries can use this type of component?
The component is suitable for household appliances, electric fans, refrigerators, small motors, office equipment, mechanical linkages, transmission assemblies, and other applications requiring compact self-lubricating bearing parts.
Why is concentricity important?
Good concentricity ensures that the bore, outside surface, and functional geometry are properly aligned. This reduces eccentric rotation, vibration, uneven wear, and abnormal noise. It is especially important in rotating or oscillating mechanisms.
What should buyers provide when requesting a quotation?
Buyers should provide drawings or samples, expected annual quantity, material requirements, tolerance requirements, operating load, shaft size, motion type, working temperature, lubrication expectations, and any special inspection or packaging requirements.
Conclusion
The A3678 high-precision powder metallurgy component represents a practical and technically strong solution for self-lubricating bearing applications. Its iron-based sintered structure provides cost-effective strength, while oil impregnation enables low-friction operation without continuous external lubrication. With IT7 tolerance capability, tight concentricity control, and customizable geometry, it is suitable for compact mechanisms where smooth motion, low noise, and reliable assembly are essential.
In electric fans, the component supports stable oscillation and auxiliary shaft movement. In refrigerators, it contributes to hinge alignment, door motion quality, and vibration reduction. In other motor and mechanical systems, it can serve as a durable precision bushing that improves function while controlling cost.
The product’s advantages are strengthened by the manufacturer’s powder metallurgy expertise, modern production base, advanced pressing and sintering equipment, precision forming capability, experienced workforce, and certified quality management systems. For customers seeking a reliable supplier of customized iron-based oil-impregnated bushings and PM structural parts, this component offers a strong combination of engineering performance, manufacturing stability, and long-term value.
References
German, R. M. Powder Metallurgy and Particulate Materials Processing. Metal Powder Industries Federation.
ASM International. ASM Handbook, Volume 7: Powder Metal Technologies and Applications.
Höganäs AB. Handbook for Sintered Components: Materials, Processes, and Design Principles.
Metal Powder Industries Federation. Standard Test Methods for Metal Powders and Powder Metallurgy Products.
ISO 9001:2015. Quality Management Systems Requirements.
IATF 16949:2016. Quality Management System Requirements for Automotive Production and Relevant Service Parts Organizations.
Shigley, J. E., Mischke, C. R., and Budynas, R. G. Mechanical Engineering Design.
Stachowiak, G. W., and Batchelor, A. W. Engineering Tribology.
Product: Powder Metallurgy Part High Precision PM Component (A3678)
Related products
-
-

Description: Custom powder metallurgy planetary gear with high precision, wear resistance for automotive, industrial machinery & home appliances. OEM/ODM supported.
See Details




Copyright © Jiande Welfine Technology Co., Ltd. All Rights Reserved. Custom Self-lubricating Sintered Bushing Manufacturers
