E-mail us: [email protected]
Tel: +86-15239857375
 English
English 中文简体
中文简体 Home / Author / Luo Qian — Product Sales Supervisor / Powder Metallurgy Bronze Bushings for Precision Self-Lubricating Applications
Home / Author / Luo Qian — Product Sales Supervisor / Powder Metallurgy Bronze Bushings for Precision Self-Lubricating Applications Powder Metallurgy Bronze Bushings for Precision Self-Lubricating Applications
 2026.05.21
2026.05.21
 Luo Qian — Product Sales Supervisor
Luo Qian — Product Sales Supervisor
Content
- 1 Product Overview and Engineering Purpose
- 2 Why CuSn10 Bronze Is Suitable for Oil-Impregnated Bushings
- 3 Powder Metallurgy Manufacturing: From Powder to Precision Component
- 4 Dimensional Accuracy and Assembly Benefits
- 5 Self-Lubrication and Reduced Maintenance
- 6 Performance in Fans and Refrigerators
- 7 Applications in Automotive Components
- 8 Applications in Hydraulic Pumps and Valve Groups
- 9 Advantages Over Conventional Machined Bushings
- 10 Advantages Over Low-Grade Sintered Bearings
- 11 Quality Assurance from Raw Material to Finished Product
- 12 Manufacturing Strengths of Jiande Welfine Technology Co., Ltd.
- 13 Customization and Engineering Collaboration
- 14 Installation Considerations for Best Performance
- 15 Order, Delivery, and Global Supply Support
- 16 Competitive Value in Precision Machinery
- 17 Environmental and Production Efficiency Considerations
- 18 How the A0667 Supports Long-Term Equipment Reliability
- 19 Frequently Asked Questions
- 19.1 What is the Powder Metallurgy Bronze Bushing A0667 used for?
- 19.2 What material is used for this bushing?
- 19.3 Why is powder metallurgy suitable for this product?
- 19.4 How does the self-lubricating function work?
- 19.5 What are the main specifications of the A0667?
- 19.6 What makes this bushing different from low-cost alternatives?
- 19.7 Can the product be customized?
- 19.8 What quality systems support production?
- 19.9 How should the bushing be installed?
- 19.10 What ordering support is available?
- 20 Conclusion
- 21 References
In modern mechanical design, the smallest components often determine the stability, service life, and efficiency of an entire system. A bushing may appear simple, yet it carries loads, guides motion, reduces friction, absorbs vibration, and protects mating components from premature wear. The Powder Metallurgy Bronze Bushing A0667 is engineered for precisely these demanding functions. Made from CuSn10 bronze-based powder metallurgy material and produced through compaction, sintering, sizing, and oil impregnation, this bushing is designed to deliver reliable self-lubrication, controlled porosity, high dimensional accuracy, and consistent wear resistance across precision machinery, automotive assemblies, hydraulic systems, home appliance drives, fans, and refrigeration equipment.
The A0667 bushing represents the advantages of powder metallurgy as a manufacturing route: material utilization is high, dimensional repeatability is strong, microstructure can be controlled, and oil-retaining pores can be built into the component itself. Compared with conventional machined solid bronze bushings, a sintered oil-impregnated bronze bushing can reduce maintenance requirements because lubrication is stored inside the interconnected pore network. During operation, heat and motion encourage lubricant to migrate to the working surface, forming a thin oil film that reduces friction. When the equipment stops and cools, part of the lubricant can be reabsorbed into the porous structure. This circulation makes the component well suited for applications where frequent manual lubrication is inconvenient, expensive, or unreliable.
Jiande Welfine Technology Co., Ltd. manufactures this product through a controlled powder metallurgy process supported by more than two decades of experience in sintered parts, self-lubricating bushings, and precision components. Established in 2001, the company integrates research, production, quality inspection, and sales, serving customers that require OEM and ODM solutions based on drawings or samples. With a modern production base of 13,039 square meters, advanced presses, high-temperature sintering furnaces, precision forming equipment, and skilled production personnel, the company is positioned to supply both small-batch prototypes and mass-produced parts with stable quality. ISO 9001:2015 and IATF 16949:2016 certifications further reinforce the company’s commitment to process discipline, defect prevention, traceability, and consistent product performance.
Product Overview and Engineering Purpose
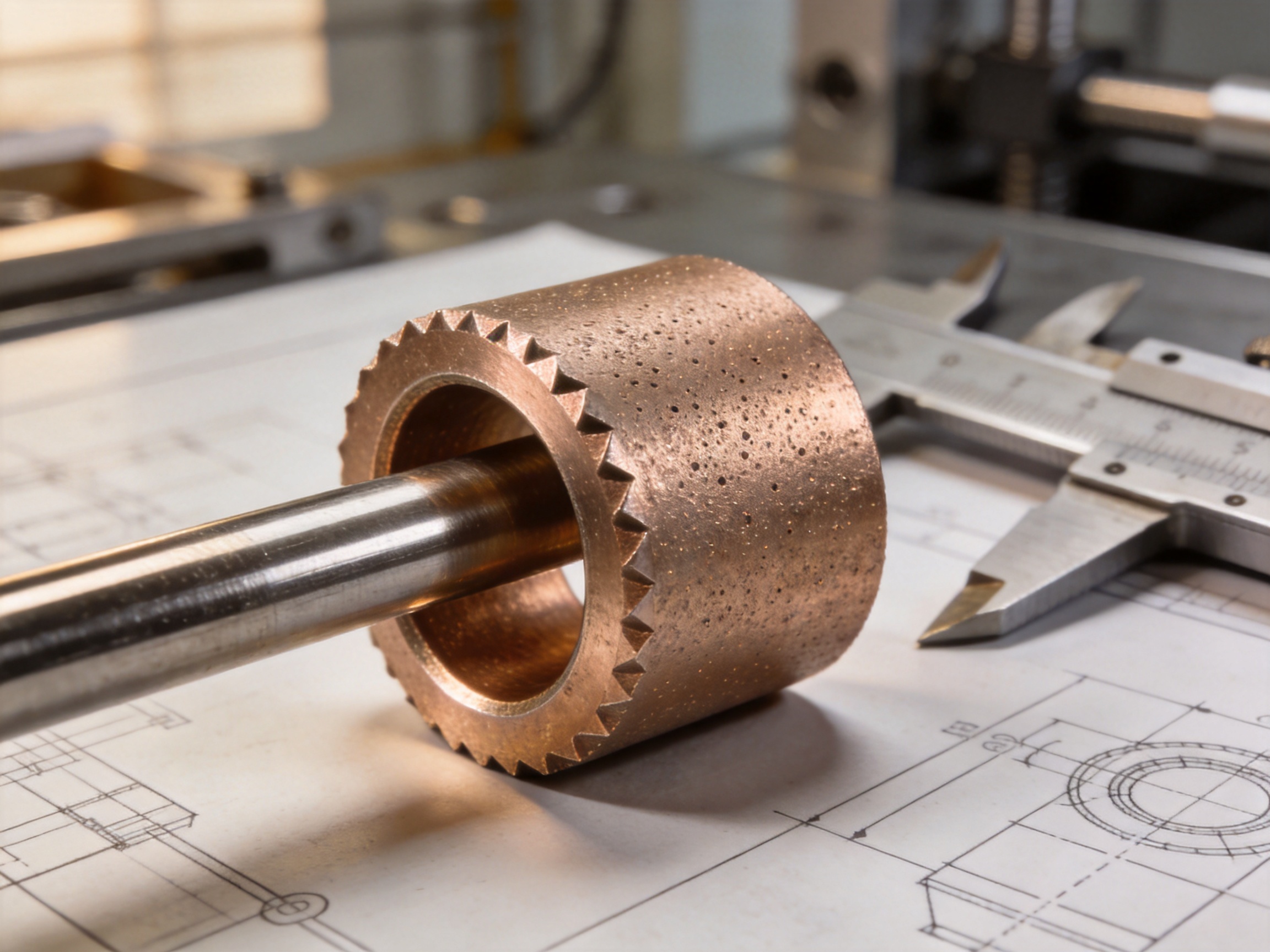
The Powder Metallurgy Bronze Bushing A0667 is a copper-based sintered bearing component developed for precise rotational or sliding support. It is manufactured from CuSn10 material, a tin bronze composition valued for its wear resistance, thermal conductivity, corrosion resistance, and compatibility with oil-impregnated bearing technology. The product is specified as 10G7 by 13s7 by 10 millimeters, with a 0.4 by 45-degree chamfer that supports smooth assembly and reduces the likelihood of edge interference during installation. Its weight range is controlled between 3.36 and 3.41 grams, while density is maintained between 5.7 and 5.8 grams per cubic centimeter. Concentricity is controlled to no more than 0.05 millimeter, making the part suitable for assemblies where alignment and rotational smoothness are critical.
The primary purpose of the bushing is to provide a stable bearing surface under conditions where low friction, compact design, and minimal maintenance are required. In fans and refrigerators, it can support rotating shafts while keeping noise and friction under control. In automotive engine or chassis components, it can help maintain motion accuracy under repeated cycling. In hydraulic pump or valve group accessories, it can support guided movement while resisting wear in compact working spaces. In precision machine tools and appliance transmission structures, it can contribute to stable, repeatable operation over long service periods.
Unlike a simple sleeve that merely separates two moving parts, this sintered bronze bushing is an engineered porous bearing. Its internal structure is deliberately formed through powder compaction and sintering, then calibrated through sizing and filled with lubricating oil through vacuum impregnation. The result is a component that combines geometry, material, porosity, and lubrication into a single functional system. This integrated design is one reason powder metallurgy bronze bushings remain widely used in industries that require compact, dependable, and cost-effective bearing solutions.
| Item | Specification | Engineering Significance |
| Product Name | Powder Metallurgy Bronze Bushing | Self-lubricating sintered bearing component for rotary or sliding support |
| Code | A0667 | Controlled product identification for production and quality tracking |
| Material | CuSn10 | Bronze-based material with wear resistance, thermal conductivity, and corrosion resistance |
| Specification | 10G7 by 13s7 by 10 mm | Precision size for accurate fit in mechanical assemblies |
| Chamfer | 0.4 by 45 degrees | Improves assembly smoothness and reduces edge interference |
| Weight | 3.36 to 3.41 g | Indicates stable material filling and production consistency |
| Density | 5.7 to 5.8 g/cm³ | Balances strength with oil-retaining porosity |
| Concentricity | Not more than 0.05 mm | Supports smooth rotation and stable shaft alignment |
| Sintering Parameter | TCI 690 ± 30 degrees Celsius | Controls metallurgical bonding and porous structure formation |
Why CuSn10 Bronze Is Suitable for Oil-Impregnated Bushings
Material choice is central to bushing performance. CuSn10 is a bronze material containing copper and tin, and it is widely used in bearing-related components because it provides a practical balance of strength, conformability, wear resistance, and corrosion resistance. Copper contributes thermal conductivity, which helps dissipate heat generated by friction. Tin improves hardness and wear resistance compared with pure copper, allowing the bearing surface to better withstand repeated shaft contact. When processed by powder metallurgy, this material can form a porous microstructure that absorbs oil, giving the bushing its self-lubricating character.
In applications where a shaft rotates or oscillates inside a bushing, frictional heat and surface pressure can accelerate wear if lubrication is inadequate. A solid material may require external grease or oil supply, and if lubrication is missed, the bearing surface may score, seize, or produce noise. The A0667 bushing addresses this challenge by storing lubricant internally. The bronze matrix provides the mechanical framework, while the pore network acts as an oil reservoir. This structure is particularly valuable for compact devices where oil channels, grease fittings, or frequent maintenance access are not practical.
CuSn10 also offers good compatibility with many common shaft materials. Its bearing surface can provide a degree of embedability and conformability, meaning small particles or minor alignment variations may be less damaging than in some harder bearing systems. This does not eliminate the need for proper shaft finish, alignment, and installation, but it does contribute to stable operation under realistic working conditions. The material’s corrosion resistance also makes it useful in environments where humidity, temperature changes, or exposure to industrial atmospheres may be present.
Compared with low-cost iron-based bushings, bronze-based bushings often provide better corrosion resistance and thermal conductivity. Compared with fully machined bronze bearings, sintered bronze bushings offer built-in oil retention and greater material efficiency. Compared with plastic bearings, bronze bushings can provide stronger dimensional stability under heat and load. These combined advantages make the A0667 a competitive choice for engineers seeking a compact bearing solution with a strong balance between reliability, manufacturability, and service performance.
Powder Metallurgy Manufacturing: From Powder to Precision Component
The manufacturing process of a powder metallurgy bronze bushing is not merely a sequence of forming steps; it is a controlled transformation of metal powder into a functional bearing with engineered porosity and dimensional accuracy. The A0667 bushing is produced through an integrated route that includes raw material inspection, powder preparation, compaction, sintering, sizing, cleaning, vacuum oil impregnation, final inspection, and packaging. Each step influences the final performance of the part, and strict process control is essential to achieving repeatability.
The process begins with copper-based powder inspection. Composition and particle size are checked to ensure that the powder meets the required standard and behaves predictably during compaction and sintering. Powder particle size distribution affects flowability, green density, pore formation, and final strength. If powder is inconsistent, the final bushing may show density variation, dimensional instability, or irregular oil absorption. By inspecting every batch of copper-based powder, the manufacturer reduces the risk of defects before production begins.
During compaction, powder is filled into a die cavity and pressed into a near-net-shape compact. Pressing pressure must be carefully controlled to create sufficient green strength while preserving the porosity needed for later oil impregnation. Excessive compaction may reduce oil capacity, while insufficient compaction may weaken the part or lead to dimensional inconsistency. Tooling precision, powder filling uniformity, and press stability are all critical at this stage. A high-quality powder metallurgy manufacturer uses efficient presses and controlled tooling systems to maintain consistent part geometry from batch to batch.
Sintering then bonds the powder particles together at elevated temperature. For the A0667, the sintering parameter is TCI 690 ± 30 degrees Celsius. In this thermal process, metallurgical bonding develops without fully melting the entire component. The resulting bronze structure gains strength while retaining interconnected porosity. Furnace atmosphere, temperature uniformity, belt speed or holding time, and cooling conditions can all influence microstructure. Advanced sintering equipment and experienced process engineers are therefore essential for stable performance.
After sintering, sizing is performed to calibrate dimensions. A sizing operation uses precision tooling to bring the bushing into tighter tolerance, improve roundness, and ensure accurate inner and outer diameter relationships. For a part such as A0667, where concentricity must be no more than 0.05 millimeter and key tolerances may be controlled within tight ranges, sizing is crucial. This process helps the bushing fit correctly into the housing and maintain proper clearance with the shaft.
Oil impregnation is the defining step that turns the porous bronze component into a self-lubricating bearing. The workpiece is cleaned before impregnation, then immersed in 46# mechanical oil for 20 minutes in an 80-degree Celsius vacuum environment. Vacuum conditions help remove air from the pores and allow oil to penetrate deeply into the interconnected structure. After impregnation, the surface is cleaned to remove excessive oil stains, and packaging is kept clean to protect the product before shipment. This process supports reliable lubrication performance from the first operating cycle.

Dimensional Accuracy and Assembly Benefits
Dimensional accuracy is one of the strongest competitive advantages of a well-manufactured powder metallurgy bushing. In practical applications, a bushing must interact with both a shaft and a housing. If the inner diameter is too small, the shaft may bind or generate excessive heat. If the inner diameter is too large, vibration, noise, and unstable rotation can occur. If the outer diameter is not controlled correctly, the bushing may loosen in the housing or become deformed during press-fitting. If concentricity is poor, the shaft may run unevenly, causing localized wear and reduced service life.
The A0667 is designed with a specification of 10G7 by 13s7 by 10 millimeters, indicating attention to fit and tolerance requirements. The chamfer of 0.4 by 45 degrees is also more than a simple edge feature. It improves installation by guiding the bushing into the housing and reducing burr-related interference. In automated assembly lines, such details can help improve efficiency, reduce rejected assemblies, and minimize the risk of damaging the component during insertion.
The product’s controlled weight range of 3.36 to 3.41 grams reflects consistency in powder filling, compaction, and final density. In powder metallurgy, weight stability is often an indicator of process stability. Density between 5.7 and 5.8 grams per cubic centimeter shows a deliberate balance: the bushing must be strong enough to support load but porous enough to store oil. This balance is difficult to achieve without disciplined manufacturing control.
Compared with many commodity bushings, the A0667 emphasizes concentricity and tolerance control. A concentricity requirement of no more than 0.05 millimeter helps ensure that the bore and outer diameter are aligned. For small precision components, this level of control can significantly affect noise, friction, and operating smoothness. Manufacturers serving automotive, hydraulic, and precision equipment markets must deliver not only nominal dimensions but also stable geometry across production lots. This is where advanced sizing equipment, experienced operators, first article inspection, and in-process monitoring provide real advantages.
Self-Lubrication and Reduced Maintenance
One of the most important advantages of the A0667 bronze bushing is its self-lubricating capability. In many mechanical systems, lubrication failure is a common cause of wear, noise, overheating, and downtime. A self-lubricating bushing reduces dependence on frequent manual oiling or greasing. Because lubricant is stored in the pores of the sintered bronze matrix, the bushing can release oil to the working surface during operation. This supports a stable oil film between shaft and bearing, reducing metal-to-metal contact.
The oil impregnation method used for this product is carefully controlled. Cleaning before oil impregnation removes residues that could block pores or contaminate lubricant. Immersion in 46# mechanical oil at 80 degrees Celsius under vacuum conditions helps the oil penetrate thoroughly. The 20-minute impregnation process allows the porous network to absorb lubricant effectively. Surface cleaning after impregnation prevents excessive oil stains, which is important for clean assembly and packaging.
Self-lubricating behavior offers several practical benefits. It can lower maintenance frequency, especially in compact assemblies where lubricant access is difficult. It can reduce noise because the oil film cushions contact between shaft and bushing. It can improve operating reliability in devices that run intermittently, such as fans, appliance motors, and small actuating mechanisms. It can also protect against short periods of boundary lubrication where external oil supply may be absent.
Compared with competitor products that may use less controlled porosity or insufficient impregnation methods, a properly manufactured A0667 bushing can offer more consistent lubrication performance. If pore structure is irregular, oil capacity may vary from part to part. If oil impregnation is incomplete, early operation may be dry or noisy. If surface cleaning is poor, packaging and assembly may become contaminated. The integrated manufacturing and quality control approach used by Jiande Welfine Technology Co., Ltd. directly addresses these risks by managing powder quality, density, sintering conditions, sizing, oil impregnation, and final inspection as connected elements of one production system.
Performance in Fans and Refrigerators
Fans and refrigerators place unique demands on small bearing components. They often require quiet operation, low friction, long service life, and stable performance under continuous or repeated use. A fan motor bushing must support rotation without generating excessive noise. A refrigerator component may operate in environments where temperature changes, humidity, and long duty cycles are common. In both cases, maintenance access is limited, and end users expect the device to operate reliably for years.
The A0667 bushing is well suited to such applications because it combines compact geometry with self-lubricating oil retention. The bronze material provides wear resistance, while the oil-impregnated porous structure helps reduce friction. Dimensional control supports stable shaft alignment, which is essential for reducing vibration and noise. The chamfered edge supports smooth assembly into motor housings or related structures, helping manufacturers maintain efficient production.
In refrigeration and ventilation products, energy efficiency is also important. Although a bushing is only one part of the system, reduced friction can contribute to smoother operation and lower mechanical losses. Stable lubrication helps prevent dry running, which could otherwise increase torque requirements and noise. For appliance manufacturers, consistent bushing quality can reduce warranty issues and improve product reputation.
The advantage of using a powder metallurgy bronze bushing in these devices is not only performance but also manufacturability. Once tooling and process parameters are established, powder metallurgy can produce high volumes with repeatable dimensions and efficient material use. For mass-produced appliances, this combination of consistency, cost control, and functional performance is highly valuable.
Applications in Automotive Components
Automotive systems require parts that can withstand repeated motion, variable temperature, vibration, and strict quality requirements. Bushings may be used in engine-related mechanisms, chassis components, seat systems, pumps, actuators, and auxiliary assemblies. While each application has its own load and speed conditions, the common need is reliability. A failed small bearing can lead to noise, poor function, or system-level failure.
The A0667 bronze bushing offers several attributes attractive to automotive applications. Its CuSn10 material provides wear resistance and corrosion resistance. Its powder metallurgy structure supports self-lubrication. Its dimensional control helps maintain fit and function. Its production under quality management systems supports traceability and consistency. The manufacturer’s IATF 16949:2016 certification is especially relevant because it reflects alignment with automotive quality expectations, including process control, risk management, continuous improvement, and defect prevention.
Compared with generic bushings produced without automotive-level systems, a bushing supplied by a certified and experienced manufacturer can reduce sourcing risk. Automotive customers often require stable batch-to-batch performance, documentation, inspection records, and responsiveness to engineering changes. Jiande Welfine Technology Co., Ltd. provides OEM and ODM customization based on customer drawings or samples, supporting development from prototype to production. This capability is important when a standard size does not fully match a new assembly design.
In automotive use, the balance between strength and porosity must be carefully managed. Too much porosity may compromise mechanical strength, while too little porosity may reduce oil storage. The specified density range of the A0667 shows that the product is not merely pressed to maximum density but engineered for bearing function. The result is a part that can provide lubrication support while maintaining structural integrity for suitable operating conditions.
Applications in Hydraulic Pumps and Valve Groups
Hydraulic systems use compact components that must move accurately under pressure, vibration, and fluid exposure. Bushings in hydraulic pumps, valve groups, and related accessories help guide moving parts, support shafts, and maintain alignment. Wear in these areas can affect leakage, pressure stability, response accuracy, and service life. For this reason, a bushing used in hydraulic equipment must offer dimensional reliability, wear resistance, and material stability.
The A0667 bushing’s precision sizing and controlled concentricity make it suitable for guided movement where alignment matters. Its bronze composition provides good bearing properties and resistance to corrosion in many industrial environments. The self-lubricating oil-retaining structure can support motion in areas where direct lubrication is limited. While every hydraulic application must be evaluated for pressure, speed, temperature, fluid compatibility, and load, the product’s manufacturing approach provides a strong foundation for custom hydraulic bearing solutions.
Another advantage is the company’s ability to customize powder metallurgy structural parts according to customer drawings. Hydraulic equipment often requires non-standard dimensions or special features. Powder metallurgy tooling can be designed for repeatable production of custom shapes, reducing machining requirements and supporting efficient volume manufacturing. For customers developing new hydraulic assemblies, small-batch prototyping can help verify fit and performance before mass production.
Quality inspection is especially important for hydraulic components. Dimensional mismatch may lead to assembly problems or functional instability. Jiande Welfine Technology Co., Ltd. performs first article inspection, online dimension monitoring, and finished product inspection to help prevent defective products from entering later processes or reaching customers. This layered inspection approach supports reliability in demanding industrial applications.

Advantages Over Conventional Machined Bushings
Conventional machined bushings are typically produced by cutting material from a solid bar or tube. This method can achieve high precision, but it may waste material and often requires additional lubrication design. Solid machined bronze does not naturally contain the interconnected porosity required for oil impregnation. If the application needs self-lubrication, grooves, oil holes, or external lubrication systems may be necessary. These features add complexity and may not be suitable for small or sealed assemblies.
Powder metallurgy offers a different approach. The bushing is formed near its final shape from metal powder, reducing material waste. Porosity is created as part of the sintered structure, allowing lubricant storage inside the component. Sizing provides final dimensional calibration. For a part such as A0667, this means the manufacturing route directly supports the functional requirement of self-lubrication.
In cost-sensitive volume production, powder metallurgy can provide strong economic advantages. Once tooling is available, cycle times are efficient, and material utilization is high. Secondary machining can be minimized. This does not mean powder metallurgy is always cheaper for every quantity or geometry, but for suitable bushing designs, it can offer an excellent balance of cost and performance. The A0667’s simple cylindrical geometry, tight tolerance requirements, and oil-impregnated function make it an ideal candidate for the process.
Compared with machined parts, powder metallurgy also allows microstructural engineering. Density and porosity can be tuned through powder selection, compaction pressure, sintering conditions, and sizing. Oil absorption can be integrated into the design. For bearing applications, this is a major benefit because performance depends not only on shape but also on lubrication behavior.
Advantages Over Low-Grade Sintered Bearings
Not all sintered bushings are equal. Low-grade products may suffer from inconsistent density, poor dimensional control, insufficient oil impregnation, rough surface condition, burrs, inadequate inspection, or unstable material quality. Such issues can lead to noisy operation, difficult assembly, rapid wear, or premature failure. The A0667 bushing is positioned as a precision product supported by controlled materials, manufacturing, and quality assurance.
One key advantage is material discipline. The use of CuSn10 bronze-based powder provides a known performance foundation. Raw material inspection verifies composition and particle size, reducing variation before compaction begins. Another advantage is process control. Compaction, sintering, and sizing are monitored through first article inspection and online dimension checks. This reduces the chance that defective parts continue through production.
Oil impregnation is another area where quality differences matter. A bearing that looks correct externally may still contain insufficient oil if impregnation is poorly performed. The A0667’s vacuum impregnation process at elevated temperature improves oil penetration and consistency. Cleaning before and after impregnation helps ensure the pores are ready to accept oil and the final product remains suitable for clean packaging and assembly.
Finished product inspection further separates high-quality bushings from low-grade alternatives. Full dimension inspection and sampling tests for density, hardness, and wear resistance help confirm that the parts meet functional expectations. For customers, this reduces the risk of receiving parts that pass visual inspection but fail in operation. When bushings are used in automotive, hydraulic, precision machinery, or appliance systems, this assurance has real commercial value.
Quality Assurance from Raw Material to Finished Product
Quality assurance is a complete system, not a final inspection event. The A0667 bushing benefits from a layered quality approach that begins with raw material verification and continues through every critical process. Each batch of copper-based powder is checked for composition and particle size to ensure compliance with the required standard. This step helps maintain stable powder flow, compaction behavior, sintering response, and final properties.
During compaction, first article inspection confirms that the press setup, tooling, and powder feed produce correct initial parts. Online dimension monitoring helps identify drift before it becomes a batch-wide issue. In sintering, temperature control and furnace stability are essential because the bonding process determines strength and pore structure. In sizing, dimensional calibration must be verified to ensure the inner diameter, outer diameter, length, and concentricity meet requirements.
Finished product inspection includes full dimensional checks. This is particularly important for a small bushing with precision fit requirements. Sampling tests for density, hardness, and wear resistance provide additional confirmation of mechanical and functional performance. Density confirms the balance between structure and porosity. Hardness indicates material condition and wear-related characteristics. Wear resistance testing supports confidence in the bushing’s service capability.
Quality management certifications further reinforce customer confidence. ISO 9001:2015 demonstrates a structured quality management system, while IATF 16949:2016 indicates automotive-oriented process control and continuous improvement. For international customers, these certifications provide a common quality language and help simplify supplier evaluation. Combined with more than 20 years of experience, skilled employees, and modern production equipment, the company’s quality system gives the A0667 bushing a competitive position in demanding markets.
Manufacturing Strengths of Jiande Welfine Technology Co., Ltd.
Jiande Welfine Technology Co., Ltd. has developed its manufacturing strength through long-term specialization in powder metallurgy sintering and precision machining. Since its establishment in 2001, the company has focused on powder metallurgy bushings, self-lubricating bushings, and various precision parts. This focus matters because powder metallurgy bearing production requires accumulated practical knowledge. Small changes in powder characteristics, pressing parameters, sintering atmosphere, sizing tools, or oil impregnation conditions can influence final performance. Experience helps manufacturers anticipate and control these variables.
The company operates a 13,039-square-meter production base equipped with advanced production and testing equipment. High-efficiency presses support stable compaction. High-temperature sintering furnaces provide the thermal processing required for metallurgical bonding. Precision forming and sizing machines help deliver accurate dimensions. Testing equipment supports inspection of dimensions, density, hardness, and performance-related characteristics. These resources allow the company to manage both routine production and customized projects.
With more than 150 skilled employees, the company can support engineering communication, production planning, quality inspection, packaging, and logistics. Skilled personnel are essential in powder metallurgy because tooling setup, press adjustment, furnace operation, and inspection interpretation all require technical understanding. Automation and equipment are important, but experienced operators and engineers remain critical to stable production.
The company also supports OEM and ODM customization. Customers may provide drawings or samples and receive customized bushing solutions. This is valuable for industries where standard catalog parts do not meet the exact requirements of a new product design. The company can support small-batch prototyping for validation and mass production after approval. This flexible service model helps customers reduce development time and maintain continuity from sample stage to volume supply.
Customization and Engineering Collaboration
Many customers require more than a standard part number. They need a bushing that fits a specific shaft, housing, load, speed, temperature range, lubrication condition, and assembly method. The A0667 demonstrates the company’s ability to produce a precise bronze-based oil-impregnated bushing, while the broader manufacturing platform supports customized powder metallurgy structural parts of different specifications and materials.
Customization may involve changing inner diameter, outer diameter, length, chamfer, density, material, oil type, tolerance, or packaging method. It may also involve developing parts for special assemblies, such as non-standard appliance motors, compact hydraulic valves, automotive mechanisms, or precision equipment. Customers can provide drawings or physical samples, and the manufacturer can evaluate feasibility, tooling requirements, tolerance strategy, and production method.
Engineering collaboration is especially important when a customer wants to improve an existing bushing. Common goals include reducing noise, improving wear life, simplifying assembly, lowering cost, increasing oil retention, or improving dimensional stability. By analyzing the application and current failure mode, the manufacturer can suggest adjustments in material, density, tolerance, chamfer, or oil impregnation process. This supplier involvement can help customers move beyond simple purchasing and toward performance optimization.
The company’s ability to deliver quotations within 24 hours after receiving drawings or samples supports efficient sourcing. Standard orders can be delivered in 7 to 15 working days, while urgent orders may receive priority production support. International logistics options, including express delivery and sea or air freight, help serve customers in global markets. After-sales service includes replacement for products with mismatched dimensions or materials and technical installation guidance. These service elements are important because reliable supply involves communication, delivery, and problem-solving as well as manufacturing.
Installation Considerations for Best Performance
Even the best bushing must be installed correctly to achieve its expected performance. For oil-impregnated bronze bushings, proper housing fit, shaft finish, alignment, and cleanliness are essential. The bushing should be pressed into the housing using suitable tools that support the component evenly and avoid damaging the bore or chamfer. Excessive force, misalignment during insertion, or contact with sharp tooling can deform the bushing and alter the internal clearance.
The housing bore should be prepared according to the recommended fit. If the housing is too tight, the bushing may compress excessively and reduce shaft clearance. If the housing is too loose, the bushing may rotate or move during operation. The shaft surface should be smooth enough to avoid scraping the bearing surface, but not so polished that oil film behavior is compromised. Cleanliness is also important. Abrasive particles can embed in the bearing surface and accelerate wear.
Because the A0667 is oil-impregnated, it should be handled carefully before assembly. Prolonged exposure to contaminants should be avoided. Parts should remain in clean packaging until use. If additional lubrication is required by the application, compatibility with the impregnated oil should be considered. Engineers should also verify the operating load, speed, temperature, and duty cycle to ensure the bushing is suitable for the intended use.
The 0.4 by 45-degree chamfer supports easier installation, but it does not replace good assembly practice. Press-fit tooling should contact the bushing face evenly and avoid loading one edge. After installation, the shaft should rotate smoothly without binding. If tightness or noise is observed, the assembly should be checked for housing size, shaft size, alignment, and contamination. Jiande Welfine Technology Co., Ltd. can provide technical installation guidance to help customers avoid common installation issues.

Order, Delivery, and Global Supply Support
Procurement teams evaluating bushings must consider not only product performance but also supplier responsiveness, lead time, logistics, and after-sales support. The A0667 bushing is supported by a practical ordering process. Customers can provide drawings or samples and receive a precise quotation within 24 hours. This fast response is useful during product development, urgent maintenance planning, or supplier comparison.
Standard orders are delivered in 7 to 15 working days, depending on quantity, production schedule, and specific requirements. Urgent orders can be supported with priority production, helping customers respond to unexpected demand or project deadlines. For global delivery, the company supports international express services such as DHL and FedEx, as well as sea and air freight. This flexibility allows customers to choose between speed and cost efficiency.
After-sales support is also part of the product value. If products are found to have mismatched dimensions or materials, free replacement is available. Technical installation guidance helps customers use the bushing properly and reduce the risk of assembly-related failures. For custom parts, communication after initial delivery can also help refine tolerances, packaging, or process details for future orders.
This service model gives the product an advantage over low-cost suppliers that may provide limited technical support or inconsistent communication. In industrial supply chains, a reliable supplier can reduce hidden costs associated with delays, quality disputes, rework, and engineering uncertainty. By combining manufacturing capability with responsive service, Jiande Welfine Technology Co., Ltd. strengthens the competitiveness of the A0667 bushing and related powder metallurgy products.
Competitive Value in Precision Machinery
Precision machinery requires components that preserve alignment, reduce friction, and operate predictably. Bushings in machine tools, measuring equipment, small actuators, and transmission mechanisms must support motion without excessive play or binding. The A0667 bushing’s controlled dimensions, concentricity, and self-lubrication make it useful for such systems. Its bronze-based structure provides wear resistance, while oil impregnation supports smooth movement.
In precision machinery, small dimensional errors can produce large functional problems. A slightly eccentric bushing may cause uneven shaft loading. A poorly sized bore may create stick-slip motion. Insufficient lubrication may cause noise, heat, or surface damage. The A0667 addresses these risks through integrated manufacturing control. Tight tolerance management and finished inspection help ensure that parts meet specification before shipment.
Compared with many alternative bearing types, a sintered bronze bushing is compact and simple. It does not require rolling elements, cages, or complex seals. It can be pressed into a housing and operate with minimal maintenance under suitable conditions. This simplicity can improve reliability because there are fewer components to fail. It can also reduce assembly space, which is valuable in compact machinery.
For machine builders, supply consistency is essential. A bushing that works in one batch but varies in another creates production instability. The company’s process quality controls, certified systems, and experience help reduce this risk. Customers can therefore use the A0667 not only as a component but as part of a stable manufacturing solution.
Environmental and Production Efficiency Considerations
Powder metallurgy can contribute to production efficiency by reducing material waste. Because components are compacted near their final shape, less cutting and scrap are required compared with machining parts from solid stock. This is particularly meaningful for copper-based materials, where material cost can be significant. Reduced machining also means fewer chips, less cutting fluid use, and shorter process chains for suitable geometries.
The A0667 bushing demonstrates how efficient manufacturing can align with functional performance. The same porous structure created through sintering also enables oil impregnation. The near-net-shape process supports repeatable production while reducing unnecessary material removal. Sizing provides precision where needed without requiring full machining of every surface. This balance helps control cost while maintaining bearing performance.
Longer service life and reduced maintenance can also have sustainability benefits. A self-lubricating bushing that reduces lubrication frequency may lower maintenance material consumption. Reliable parts reduce premature replacements and equipment downtime. In appliances and industrial systems, stable low-friction operation can support energy efficiency at the component level. While the bushing is small, its cumulative impact across high-volume applications can be meaningful.
Manufacturing efficiency also benefits customers commercially. Stable powder metallurgy production supports predictable pricing, lead times, and volume capacity. For OEMs, this helps maintain production schedules and reduce inventory risk. For custom projects, efficient tooling-based production can provide a path from prototype to mass supply without redesigning the part for a completely different process.
How the A0667 Supports Long-Term Equipment Reliability
Equipment reliability depends on the interaction of design, materials, manufacturing, assembly, and maintenance. The A0667 bushing contributes to reliability by addressing several common bearing failure causes. Its CuSn10 bronze material resists wear. Its porous oil-impregnated structure reduces lubrication-related failure. Its dimensional control supports correct clearance and alignment. Its chamfer improves installation. Its quality inspection reduces the chance of defective parts entering customer assemblies.
The bushing’s density range is especially important for reliability. Density that is too high may limit oil storage, while density that is too low may reduce mechanical support. Maintaining 5.7 to 5.8 grams per cubic centimeter helps preserve the intended balance. Concentricity of no more than 0.05 millimeter supports even rotation and reduces localized wear. The controlled weight range indicates stable production and helps confirm that the part’s material content remains consistent.
Reliability is also supported by the manufacturer’s after-sales and technical guidance. If customers encounter installation issues or need help interpreting fit conditions, technical support can reduce trial-and-error. If a product does not match agreed dimensions or material, replacement support protects the customer. This practical service commitment complements the physical quality of the bushing.
For industries where downtime is costly, a dependable small part can prevent larger problems. In a fan, it may reduce noise and extend motor life. In a refrigerator, it may support continuous operation. In a hydraulic accessory, it may preserve movement accuracy. In an automotive mechanism, it may contribute to long-term function under repeated cycles. The A0667’s design and manufacturing controls make it a strong candidate for these reliability-focused applications.
Frequently Asked Questions
What is the Powder Metallurgy Bronze Bushing A0667 used for?
The A0667 is used as a self-lubricating bronze bushing for rotary or sliding support in precision machinery, automotive components, hydraulic pump and valve accessories, household appliance transmission structures, fans, and refrigerators. It supports shafts, reduces friction, and helps improve wear resistance in compact assemblies.
What material is used for this bushing?
The bushing is made from CuSn10 bronze-based powder metallurgy material. This material provides a useful combination of wear resistance, thermal conductivity, corrosion resistance, and compatibility with oil-impregnated porous bearing structures.
Why is powder metallurgy suitable for this product?
Powder metallurgy allows the bushing to be produced with controlled porosity, near-net-shape geometry, efficient material use, and stable dimensions. The porous structure stores lubricating oil, enabling self-lubricating performance that is difficult to achieve with conventional solid machined bushings.
How does the self-lubricating function work?
The sintered bronze structure contains interconnected pores filled with 46# mechanical oil through vacuum impregnation. During operation, heat and movement help oil migrate to the bearing surface, forming a lubricating film between the shaft and bushing. This reduces friction, wear, noise, and maintenance requirements.
What are the main specifications of the A0667?
The product specification is 10G7 by 13s7 by 10 millimeters. It has a 0.4 by 45-degree chamfer, a weight range of 3.36 to 3.41 grams, a density of 5.7 to 5.8 grams per cubic centimeter, and concentricity controlled to not more than 0.05 millimeter.
What makes this bushing different from low-cost alternatives?
The A0667 emphasizes controlled CuSn10 material, stable density, precision sizing, vacuum oil impregnation, full dimensional inspection, and sampling tests for density, hardness, and wear resistance. It is manufactured by a company with advanced equipment, experienced personnel, and certified quality systems.
Can the product be customized?
Yes. Jiande Welfine Technology Co., Ltd. can manufacture customized powder metallurgy structural parts and bushings according to customer drawings or samples. Different specifications, materials, tolerances, and production quantities can be discussed for prototype or mass production needs.
What quality systems support production?
The manufacturer has passed ISO 9001:2015 and IATF 16949:2016 certifications. Production quality control includes raw material inspection, first article inspection, online dimension monitoring, process checks, finished product dimensional inspection, and sampling tests for key performance indicators.
How should the bushing be installed?
The bushing should be pressed into a properly prepared housing using suitable tooling that applies force evenly. The shaft and housing should meet required fit and surface requirements, and the assembly should remain clean. Misalignment, excessive press force, or contamination can reduce performance.
What ordering support is available?
Customers can provide drawings or samples to receive a precise quotation within 24 hours. Standard orders are typically delivered in 7 to 15 working days, with urgent production support available. International express, air freight, and sea freight options can be arranged.
Conclusion
The Powder Metallurgy Bronze Bushing A0667 is a precision self-lubricating component designed for applications where wear resistance, dimensional accuracy, compact structure, and reduced maintenance are essential. Made from CuSn10 bronze-based powder metallurgy material, it combines the strength and bearing performance of bronze with the oil-retaining advantages of controlled porosity. Its specification of 10G7 by 13s7 by 10 millimeters, 0.4 by 45-degree chamfer, controlled density, stable weight, and concentricity requirement demonstrate an engineering focus on reliable assembly and smooth operation.
The product’s competitive strength lies not only in its material but in the complete manufacturing system behind it. Compaction, sintering, sizing, cleaning, vacuum oil impregnation, inspection, and packaging are managed as connected stages. This integrated approach helps ensure that the bushing performs as a self-lubricating bearing rather than merely meeting external dimensions. Compared with conventional machined bushings, it offers built-in lubrication and material efficiency. Compared with low-grade sintered bearings, it offers stronger process control, quality assurance, and technical support.
Jiande Welfine Technology Co., Ltd. adds further value through more than 20 years of powder metallurgy experience, a 13,039-square-meter production base, advanced equipment, skilled employees, OEM and ODM customization, ISO 9001:2015 certification, and IATF 16949:2016 certification. For customers in precision machinery, automotive systems, hydraulic equipment, appliances, fans, and refrigerators, the A0667 bushing provides a practical and reliable solution supported by manufacturing capability and responsive service.
As mechanical systems continue to demand compact, efficient, and maintenance-friendly components, sintered oil-impregnated bronze bushings remain an important technology. The A0667 illustrates why: it is small but functionally sophisticated, economical yet precise, and simple in appearance while engineered through a disciplined metallurgical process. For equipment designers and procurement teams seeking stable performance and dependable supply, this bronze-based powder metallurgy bushing offers a strong balance of quality, value, and long-term reliability.
References
German, R. M. Powder Metallurgy and Particulate Materials Processing. Metal Powder Industries Federation.
ASM International. ASM Handbook, Volume 7: Powder Metal Technologies and Applications.
ASM International. ASM Handbook, Volume 18: Friction, Lubrication, and Wear Technology.
Metal Powder Industries Federation. Standard Test Methods for Metal Powders and Powder Metallurgy Products.
ISO 9001:2015. Quality Management Systems Requirements.
IATF 16949:2016. Quality Management System Requirements for Automotive Production and Relevant Service Parts Organizations.

Related products
-

-
")
Product Description: High-precision powder metallurgy part (S14*7*10) made of iron material from Jiande Wefine, customized PM components with strict tolerance control.
See Details -
")
This copper-based powder metallurgy bushing is manufactured through an integrated process of compaction, sintering, sizing, and oil impregnation. It features excellent wear resistance and self-lubrica...
See Details -

Description: Custom powder metallurgy planetary gear with high precision, wear resistance for automotive, industrial machinery & home appliances. OEM/ODM supported.
See Details


Copyright © Jiande Welfine Technology Co., Ltd. All Rights Reserved. Custom Self-lubricating Sintered Bushing Manufacturers
