 English
English 中文简体
中文简体
Product Description: High-precision powder metallurgy part (S14*7*10) made of iron material from Jiande Wefine, customized PM components with strict tolerance control.
See DetailsE-mail us: [email protected]
Tel: +86-15239857375
 Home / Author / Shen Yiruo — Senior After-Sales Service Manager / High Precision Powder Metallurgy Components for Self-Lubricating Bearing Applications
Home / Author / Shen Yiruo — Senior After-Sales Service Manager / High Precision Powder Metallurgy Components for Self-Lubricating Bearing Applications High Precision Powder Metallurgy Components for Self-Lubricating Bearing Applications
 2026.05.23
2026.05.23
 Shen Yiruo — Senior After-Sales Service Manager
Shen Yiruo — Senior After-Sales Service Manager
Content
- 1 Product Overview and Functional Purpose
- 2 Core Advantages Over Conventional and Competing Solutions
- 3 Material Characteristics and Self-Lubricating Performance
- 4 Precision Control and Tolerance Management
- 5 Advanced Manufacturing Process
- 6 Company Manufacturing Strengths
- 7 Applications in Electric Fans
- 8 Applications in Refrigerators
- 9 Customization Options and Specification Flexibility
- 10 Reliability, Noise Reduction, and Service Life
- 11 Why Powder Metallurgy Is a Strong Production Method for This Component
- 12 Quality Management and Customer Value
- 13 Selection Guidelines for Engineers and Buyers
- 14 Q&A Section
- 14.1 Q1: What is the main function of this powder metallurgy component?
- 14.2 Q2: Why is an oil-impregnated structure beneficial?
- 14.3 Q3: What applications are especially suitable for this product?
- 14.4 Q4: What makes this product competitive compared with machined metal sleeves?
- 14.5 Q5: Can the component be customized?
- 14.6 Q6: Why is tolerance control important for a bushing?
- 14.7 Q7: What does IT7 tolerance indicate?
- 14.8 Q8: Is iron-based powder metallurgy cost-effective?
- 14.9 Q9: How does the component help reduce noise?
- 14.10 Q10: What quality systems support product reliability?
- 15 Conclusion
- 16 References
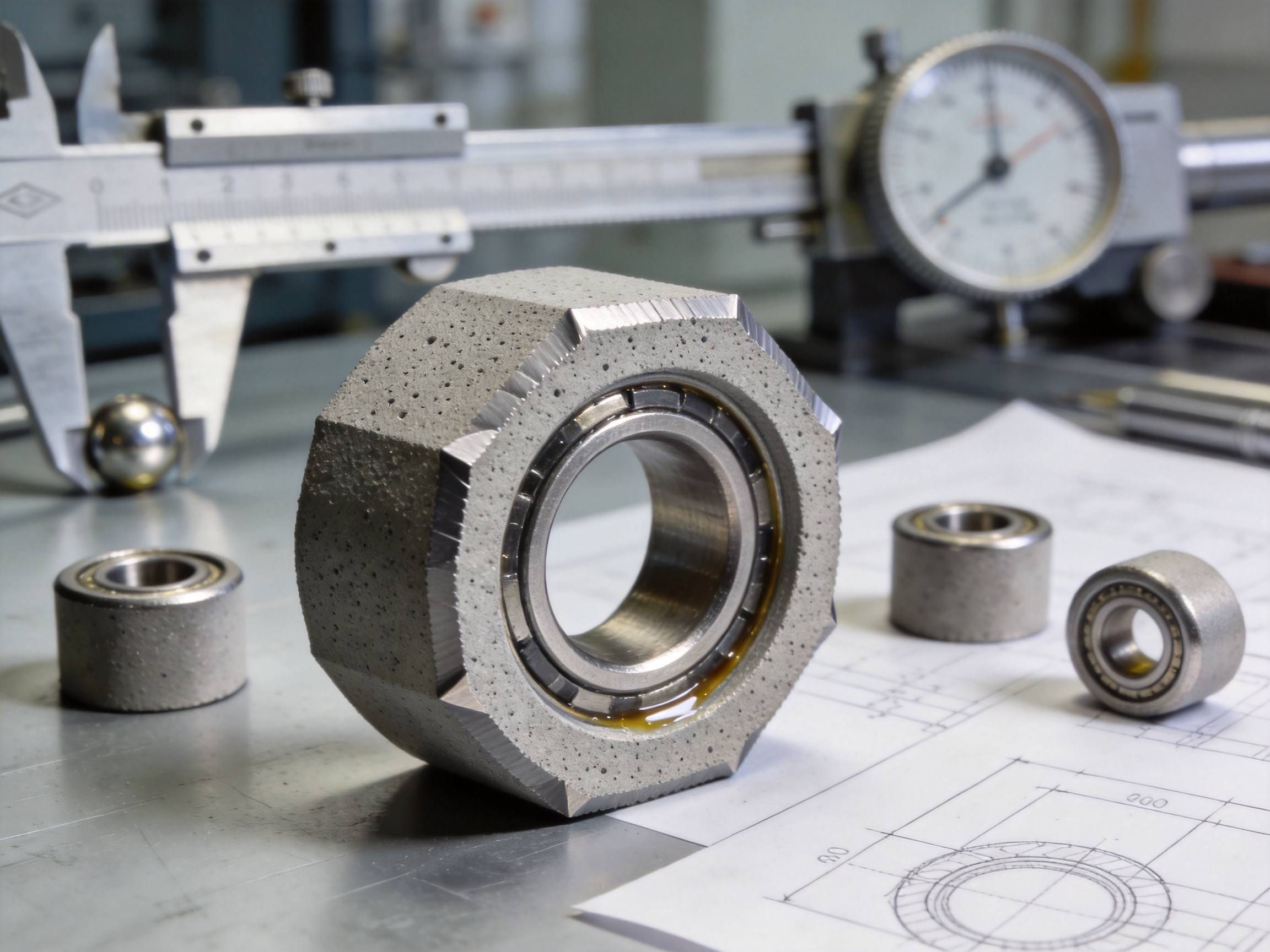
Powder metallurgy has become one of the most reliable manufacturing routes for producing compact, accurate, and durable mechanical components that must perform consistently in demanding assemblies. Among these products, the high precision powder metallurgy component identified as A3678 represents a practical combination of dimensional accuracy, oil-impregnated self-lubrication, cost-effective iron-based material, and customization flexibility. Designed as an iron-based oil-impregnated bearing component, it is especially suitable for compact motion systems where smooth rotation, controlled friction, and long service life are required.
This component is manufactured for applications that demand more than a simple sleeve or structural insert. It is developed to support shaft movement, reduce wear, maintain alignment, and operate quietly over long periods. Its typical dimensional format, including specifications such as S14 by 7 by 10 and other optional sizes, allows it to be integrated into mechanisms used in electric fans, refrigerators, small motors, hinge systems, vibration reduction assemblies, and other precision transmission structures. The product is also available through customized production based on customer drawings or samples, making it suitable for original equipment manufacturers that require stable repeatability across large production batches.
Product Overview and Functional Purpose
The A3678 high precision powder metallurgy part is an iron-based self-lubricating component produced through powder compaction, sintering, sizing, and oil impregnation. Unlike a machined solid metal part, this product is created from metal powder that is compacted under controlled pressure and sintered at elevated temperature. The resulting porous structure can retain lubricant inside the material. During operation, the stored oil gradually migrates to the contact surface, forming a lubricating film between the component and the mating shaft or pivot.
This internal oil-storage capability is one of the most important differences between powder metallurgy bushings and many conventional bearing or sleeve solutions. In many small appliances and compact mechanisms, there is limited space for grease reservoirs, oiling points, or external lubrication systems. A self-lubricating powder metallurgy component helps solve this challenge by providing lubrication from within the part itself. This reduces maintenance requirements, lowers the risk of dry running, and contributes to quieter mechanical performance.
The product is designed with strict tolerance control. The material data highlights an IT7 dimensional grade and concentricity control that can reach 0.03 millimeter in suitable production conditions. This level of control is particularly valuable where the component must guide a rotating shaft, support oscillating motion, or maintain accurate alignment between connected mechanical elements. Poor concentricity or inconsistent dimensions can cause vibration, noise, premature wear, and reduced motor efficiency. By maintaining precise geometry, the component improves the stability of the entire assembly.
The iron-based material also offers a balance of cost and mechanical performance. Iron powder is widely available, economical, and suitable for mass production. When processed correctly, it provides sufficient strength and wear resistance for many low-to-medium load bearing and positioning applications. Compared with fully machined steel or copper parts, powder metallurgy often reduces material waste and improves production efficiency because the part is formed close to its final shape. Compared with plastic bushings, iron-based powder metallurgy parts provide better heat resistance, dimensional stability, and load-bearing capability in many operating environments.
Core Advantages Over Conventional and Competing Solutions
The strongest competitive advantage of this powder metallurgy component is the combination of precision, self-lubrication, and mass-production economy. Many traditional manufacturing methods can achieve one or two of these characteristics, but they often struggle to combine all three at a competitive cost. Machined metal sleeves can be accurate, but they usually require more material removal, more processing time, and separate lubrication. Plastic bushings can be economical, but they may be limited by temperature, deformation, and wear under certain conditions. Cast or forged parts can be strong, but they are not always efficient for small, complex, high-volume components.
Powder metallurgy directly addresses these concerns. The near-net-shape process creates parts with minimal machining allowance. It uses raw material efficiently because powder is compacted into the required geometry rather than being cut away from a larger billet. The porosity formed during sintering becomes an engineering advantage because it stores oil for self-lubrication. When combined with precision sizing and inspection, the process delivers repeatable accuracy from batch to batch.
Another advantage is design flexibility. Components can be produced in various inner diameters, spherical outside surfaces, chamfers, lengths, and special geometries. The provided specification list includes inner diameters such as 3.17 millimeter, 5.5 millimeter, 6 millimeter, 6.35 millimeter, 7 millimeter, 8 millimeter, 9 millimeter, 9.5 millimeter, 10 millimeter, 12 millimeter, and 12.7 millimeter, along with corresponding spherical or outside dimensions and lengths. This range demonstrates suitability for many shaft sizes and compact assemblies. If a standard dimension does not meet the customer requirement, the manufacturer can produce custom parts according to drawings, samples, or performance targets.
Precision is another essential benefit. Dimensional accuracy such as IT7 helps support stable mechanical performance. For a bushing or bearing component, small deviations can have large consequences. If the internal diameter is too large, the shaft may wobble, creating noise and reducing transmission efficiency. If the internal diameter is too small, friction and heat can increase, causing wear or seizure. If the outside geometry is inconsistent, assembly fit may be poor. Controlled tolerance reduces these risks and improves final product reliability.
Oil impregnation further differentiates the product from non-impregnated sintered parts. Once impregnated with suitable lubricant, the internal pores act like a microscopic oil reservoir. During operation, frictional heat and capillary action help release oil to the surface. When the assembly stops and cools, some oil can be reabsorbed into the pores. This cycle supports long-term lubrication without frequent maintenance. For appliances such as fans and refrigerators, which customers expect to run quietly for years, this feature is highly valuable.
| Feature | High Precision Powder Metallurgy Component | Common Machined Sleeve | Plastic Bushing |
| Lubrication | Oil-impregnated self-lubricating structure | Often requires external grease or oil | May use additives but limited under heat and load |
| Dimensional Control | Strict tolerance options including IT7 | High accuracy possible but higher processing cost | Can vary with molding shrinkage and temperature |
| Material Efficiency | Near-net-shape forming with low waste | Material removed during cutting | Efficient molding but lower metallic strength |
| Wear Resistance | Good for many shaft support and oscillating applications | Depends on material and lubrication | May wear faster under abrasive or high-temperature conditions |
| Mass Production | Excellent repeatability for high-volume orders | Longer cycle time for complex small parts | High volume possible but not ideal for all mechanical loads |
Material Characteristics and Self-Lubricating Performance
Iron-based powder metallurgy is widely used because it offers a practical relationship between cost, strength, and processability. Iron powder has broad availability, and its metallurgy can be adjusted through powder selection, density control, sintering conditions, and post-processing. For an oil-impregnated bearing component, the material must be strong enough to withstand assembly and operating loads while retaining the connected porosity needed for lubricant storage.
The porosity is not a defect when it is designed and controlled correctly. In self-lubricating bushings, it is a functional feature. During the impregnation process, oil enters the interconnected pores under vacuum or pressure-assisted conditions. The amount and type of oil can be selected according to speed, load, temperature, noise expectations, and operating environment. For fan and refrigerator applications, lubricant stability, low-noise performance, and long-term retention are especially important.
The product information mentions self-lubrication without the need for additional oil during working conditions. This makes the component useful in enclosed or hard-to-service assemblies. In household appliances, once a motor, hinge, or compressor bracket is assembled, the end user rarely performs lubrication. A part that carries its own lubricant can therefore improve product reliability and reduce warranty risk for the appliance manufacturer.
Another benefit of iron-based oil-impregnated parts is their ability to provide stable friction characteristics. In oscillating mechanisms, such as a fan swing system or refrigerator door hinge adjustment assembly, movement may not be continuous high-speed rotation. It may involve repeated start-stop motion, small-angle rotation, or periodic load changes. Oil stored inside the component helps reduce stick-slip behavior, which is a common source of noise and jerky movement. The result is smoother motion and a more refined user experience.
Compared with copper-based self-lubricating bearings, iron-based parts can provide cost advantages where copper content is not technically necessary. Copper-based bushings are useful in certain applications, but they may increase cost because copper is typically more expensive. For many appliance and light industrial mechanisms, iron-based powder metallurgy provides the right performance level at a more competitive price. This makes it an attractive choice for customers seeking high reliability without unnecessary material cost.
Precision Control and Tolerance Management
Precision is one of the defining characteristics of the A3678 powder metallurgy part. The product data highlights tolerance control at Grade IT7 and concentricity control of 0.03 millimeter. These details are not merely technical labels; they directly influence the performance of the final assembly. In a bearing or bushing, the relationship between inner diameter, outside surface, spherical geometry, chamfer, and length determines how well the part fits and functions.
For example, in an electric fan motor shaft support, the bearing sleeve must allow rotation with minimal resistance while preventing excessive radial play. If the shaft support is inaccurate, the motor can create humming, vibration, or uneven wear. A high-concentricity bushing helps ensure that the shaft axis remains stable. This improves energy efficiency because less power is lost to friction and misalignment. It also reduces the chance of abnormal noise during long-term operation.
In refrigerator hinge applications, tight dimensional control ensures smooth door movement and proper alignment. A door that sags or shifts due to worn or inaccurate hinge components can compromise the sealing system. Poor sealing leads to energy loss, temperature fluctuation, and user dissatisfaction. A precision powder metallurgy part helps maintain the mechanical relationship between the hinge pivot and the door body, supporting long-term stability.
The tolerance table provided for the product family covers many dimensional ranges and tolerance grades, including IT6, IT7, IT8, IT9, and IT10. This indicates that the production process can be matched to different application requirements. Not every component needs the same tolerance level. A high-speed motor support may need tighter control than a non-critical spacer. By offering multiple grades, the manufacturer can help customers optimize both performance and cost.
Precision sizing after sintering is an important step. During sintering, metal powder particles bond together, and the part may experience dimensional change. Advanced manufacturers compensate for shrinkage through tooling design, powder control, pressing parameters, and sintering atmosphere management. After sintering, sizing or calibration can further refine dimensions. Inspection then verifies that parts meet customer requirements before shipment.
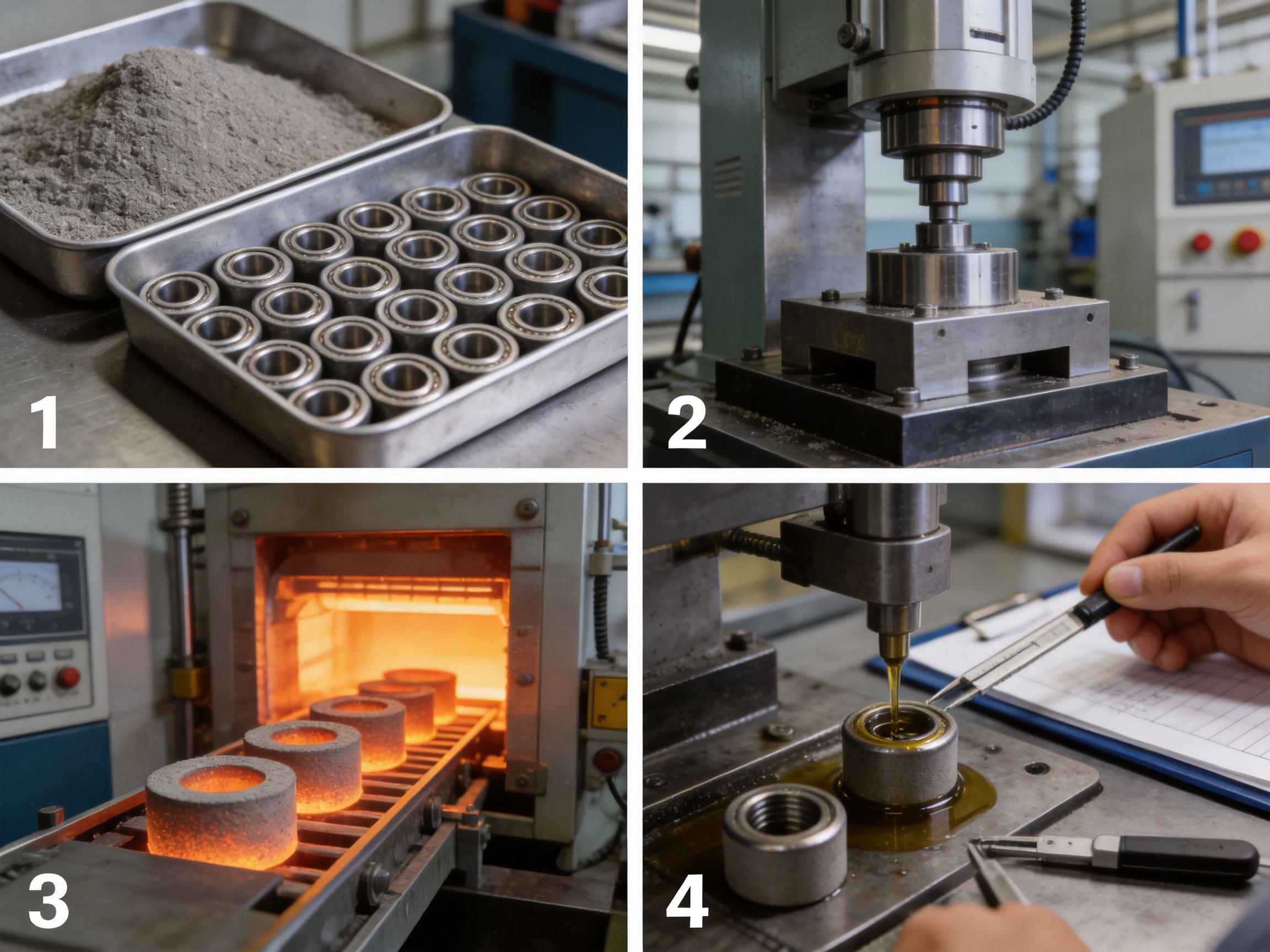
Advanced Manufacturing Process
Powder Selection and Mixing
The manufacturing process begins with powder selection. The quality of the iron powder influences density, compressibility, sintering behavior, strength, and porosity. Powder particle size distribution must be controlled to achieve consistent compaction and pore structure. Lubricants, alloying elements, and performance additives can be blended into the powder mix according to the required properties. Accurate mixing is essential because inconsistent powder composition can lead to uneven density, dimensional drift, and variable mechanical performance.
Compaction and Forming
After mixing, the powder is filled into a precision die and compacted under high pressure. The forming stage creates the basic geometry of the component. Because the product may include an internal bore, spherical surface, chamfer, or special profile, tooling design is critical. The press must control pressure, fill height, ejection, and repeatability. A stable compaction process helps maintain green density and reduces the risk of cracking before sintering.
Compared with machining from bar stock, compaction offers excellent material utilization. The powder is shaped directly into a near-final component. This is especially beneficial for high-volume production of small bushings and precision mechanical inserts. Less cutting means less scrap, lower production time, and more predictable cost. For customers buying large quantities, these advantages can significantly improve supply chain competitiveness.
Sintering
Sintering is the heat treatment process that bonds the compacted metal particles together. The part is heated in a controlled furnace atmosphere to a temperature below the melting point of the main metal. During this process, metallurgical necks form between powder particles, giving the part strength and structural integrity. Sintering conditions must be carefully controlled because temperature, time, atmosphere, and furnace uniformity influence strength, hardness, porosity, and dimensional change.
A manufacturer with high-temperature sintering furnaces and experienced process engineers can produce more consistent parts than a supplier with limited process control. Uniform sintering helps ensure that each batch meets mechanical and dimensional expectations. It also reduces the risk of internal defects, oxidation, distortion, or inconsistent porosity. For precision bearing components, these process controls are essential.
Sizing and Secondary Operations
After sintering, the component may undergo sizing, calibration, machining, deburring, chamfering, or other finishing operations. Sizing is particularly important for oil-impregnated bushings because it improves inner diameter accuracy, outside diameter consistency, and concentricity. The component can be pressed through a sizing die or otherwise calibrated to achieve the target dimensional grade. Secondary machining may be used when special features or tighter tolerances are required.
Chamfered edges are also important. The product information refers to chamfered inner and outer corners such as 0.4 by 45 degrees in related applications. Chamfers improve assembly, reduce burr risk, and prevent sharp edges from damaging mating shafts or housings. In automated assembly lines, clean chamfers can reduce jamming and improve installation efficiency.
Oil Impregnation
Oil impregnation gives the component its self-lubricating capability. The sintered part is treated so that lubricant enters the interconnected pores. This step can involve vacuum impregnation, heated oil, pressure assistance, or a controlled combination of methods. The goal is to achieve reliable oil content without contaminating surfaces in a way that interferes with assembly. Proper oil selection is equally important. The lubricant must provide suitable viscosity, thermal stability, oxidation resistance, and compatibility with the operating environment.
For small appliance applications, the oil must support quiet running and long service life. Fans may operate for many hours in warm indoor conditions. Refrigerators operate continuously or repeatedly over many years, with components exposed to vibration, temperature variation, and frequent door movement. A well-impregnated powder metallurgy bushing helps maintain stable lubrication through these cycles.
Inspection and Quality Assurance
Quality assurance is not limited to final inspection. It is built into every process step, from raw material verification to finished product packaging. Dimensional inspection may include inner diameter measurement, outside diameter measurement, length verification, concentricity testing, surface condition review, and visual inspection. Depending on customer requirements, mechanical properties, density, oil content, hardness, and wear performance may also be tested.
The manufacturer behind this product operates with ISO 9001:2015 and IATF 16949:2016 certifications. These systems support disciplined production, traceability, corrective action, process control, and continuous improvement. For customers in automotive, appliance, and industrial markets, such certifications provide confidence that the supplier is not relying only on experience but also on structured quality management.
Company Manufacturing Strengths
Jiande Welfine Technology Co., Ltd. was established in 2001 and has built more than two decades of experience in powder metallurgy sintering and precision machining. The company integrates research and development, production, and sales, which allows it to support customers from early product concept through mass production. This integration is important because powder metallurgy components often require close cooperation between customer engineers and supplier engineers. Material selection, dimensional tolerances, density, oil content, and tooling design must be aligned with the final application.
The company operates a modern production base of approximately 13,039 square meters and employs more than 150 skilled personnel. Its equipment includes high-efficiency presses, high-temperature sintering furnaces, precision forming machines, and testing equipment. This production foundation supports stable output, repeatable quality, and customization capability. For customers that need OEM or ODM solutions, the ability to work from drawings or samples is a major advantage.
A key strength of the company is its focus on powder metallurgy bushings, self-lubricating bushings, and precision parts. Rather than treating such parts as generic commodities, the company develops them as engineered components. This approach helps customers solve real mechanical problems, including noise, wear, assembly variation, lubrication failure, and cost pressure. The company also emphasizes long-term cooperation, technology leadership, quality priority, stable manufacturing, and continuous innovation.
The product warranty statement indicates confidence in product durability. A long warranty commitment can only be sustained when production is stable and quality systems are effective. For buyers, this means lower risk when selecting the part for products that must remain reliable in the field. In competitive markets, end users judge appliances and equipment by quietness, smooth motion, and long operating life. A small component such as a bushing can have a large effect on that perception.
Applications in Electric Fans
Electric fans rely on smooth rotational and oscillating movement. Whether the product is a ceiling fan, stand fan, tower fan, or compact desk fan, the internal mechanism must move quietly and reliably. The powder metallurgy spherical bushing or precision component can serve as a core positioning and transmission element in the fan head swing mechanism and motor shaft bearing seat.
In the swing mechanism, the component can be installed at the joint of the fan head pitch and yaw drive rod. This area experiences repeated movement as the fan head oscillates from side to side or adjusts its angle. A low-quality pivot can create clicking, jamming, squeaking, or uneven motion. The high precision concentricity and oil-impregnated self-lubrication of the powder metallurgy component reduce friction and help maintain smooth movement. Because the oil is stored inside the part, the mechanism does not depend on frequent maintenance.
In motor shaft support, the component acts as a small bearing sleeve for an auxiliary shaft or rotating element. A well-fitted spherical matching surface supports alignment and reduces rotational friction. Lower friction means less heat, less wear, and improved energy efficiency. It also helps the fan maintain stable speed and lower noise. For manufacturers competing in consumer appliance markets, these performance details can create a meaningful difference in customer satisfaction.
The component also supports production efficiency for fan manufacturers. Precision parts with stable dimensions improve assembly repeatability. Automated or semi-automated assembly lines benefit when bushings fit consistently into housings and shafts fit smoothly through bores. Fewer rejects and less rework reduce production cost. The combination of reliable function and efficient assembly makes powder metallurgy an attractive choice for fan mechanisms.
Applications in Refrigerators
Refrigerators contain several mechanical systems that benefit from compact, durable, and low-noise components. The powder metallurgy part can be used in refrigerator door hinge adjustment mechanisms and compressor vibration reduction linkages. These applications may appear simple, but they have significant impact on user experience and product durability.
In a refrigerator door hinge, the component can be embedded in the upper or lower hinge pivot. Door movement must remain smooth through thousands of opening and closing cycles. The hinge must also maintain alignment so that the door seal contacts the cabinet properly. If hinge components wear quickly or deform, the door may sag, resulting in poor sealing, condensation, energy loss, or user complaints. The dimensional stability, chamfered geometry, and wear resistance of a powder metallurgy component help reduce these risks.
The component can also be used in compressor vibration reduction linkages. Compressors generate vibration during operation, and that vibration can transfer to the refrigerator body. If not controlled, it may cause buzzing or rattling noise. A powder metallurgy part with oil-lubricated wear resistance and shock-absorbing characteristics can reduce vibration transmission at connecting points. This helps improve acoustic comfort and contributes to a higher quality impression.
Refrigerator components must operate over long time periods. Unlike many devices that run intermittently, refrigerators cycle continuously for years. The materials selected for their mechanisms must resist wear, maintain fit, and avoid lubrication failure. Self-lubricating powder metallurgy parts are well suited to these expectations because they combine metallic strength with stored lubricant. This makes them more durable than many low-cost alternatives in critical movement points.

Customization Options and Specification Flexibility
One of the most valuable aspects of this product family is its customization capability. Customers may select from existing specifications or send drawings for special requirements. The available specification range includes multiple inner diameters, outside dimensions, spherical dimensions, and lengths. This flexibility allows the product to be adapted to different shaft sizes, housings, motion types, and assembly spaces.
Customization can include material density, lubricant type, tolerance grade, surface finish, chamfer geometry, length, bore size, outside profile, and packaging method. For example, a customer designing a low-noise fan may prioritize oil type, concentricity, and bore accuracy. A customer designing a hinge component may prioritize wear resistance, edge finish, and length tolerance. A customer designing a compact industrial actuator may require a specific material strength or special shape. Powder metallurgy can support many of these requirements without excessive machining cost.
Early engineering communication is important. When customers provide drawings, samples, application conditions, expected load, speed, operating temperature, mating shaft material, and required lifetime, the supplier can recommend a more suitable design. This reduces trial-and-error and helps shorten development cycles. It also prevents over-specification. For example, an unnecessarily tight tolerance may increase cost without improving performance, while an insufficient tolerance may create assembly problems. Experienced powder metallurgy engineers can help find the right balance.
The product family also supports different tolerance expectations. The data references common fit and tolerance categories for inner diameter, outside diameter, and length. This enables the manufacturer to align production with international mechanical design practices. For global customers, consistent tolerance communication is essential because the component may be assembled in different regions or integrated into products sold worldwide.
Reliability, Noise Reduction, and Service Life
Reliability is one of the most important purchasing criteria for a small precision component. Although a bushing may be inexpensive compared with a motor, compressor, or complete appliance, its failure can cause large consequences. A worn bushing can generate noise, reduce efficiency, damage mating shafts, or cause mechanism failure. Therefore, the right bushing is not merely a cost item; it is a reliability component.
The A3678 powder metallurgy part supports reliability through material stability, precision geometry, and oil-impregnated lubrication. The iron-based structure provides mechanical support, while the lubricant stored in the pores reduces friction. Precision tolerance reduces misalignment. Together, these characteristics help minimize wear and maintain function over time.
Noise reduction is another key benefit. Many consumer complaints about appliances are related to sound, including buzzing, squeaking, rattling, or grinding. These noises often originate from small contact points where friction, looseness, or vibration occurs. A properly designed self-lubricating bushing can reduce these problems by creating smoother motion and more stable shaft support. This is especially important in fans used in quiet rooms and refrigerators located in kitchens or living spaces.
Service life depends on many factors, including load, speed, environment, mating material, alignment, lubrication, and duty cycle. However, the product is designed to provide long-term performance under appropriate conditions. The company’s experience, quality certifications, and warranty confidence further strengthen the reliability proposition. Customers can also request testing or samples to verify performance in their own assemblies before mass production.
Why Powder Metallurgy Is a Strong Production Method for This Component
Powder metallurgy is especially suitable for small precision components produced in medium to large quantities. The process offers repeatability, material efficiency, and the ability to create controlled porosity. For a self-lubricating bushing, porosity is a unique advantage because it allows oil impregnation. This is difficult to achieve with fully dense machined parts without adding separate grooves, reservoirs, or lubrication systems.
Near-net-shape manufacturing reduces waste. In traditional machining, a significant portion of the raw material may become chips. With powder metallurgy, most of the powder becomes part of the finished component. This can reduce material cost and support more sustainable production. For iron-based components, the cost advantage becomes even stronger because iron powder is economical and broadly available.
The process also supports consistent geometry. Once tooling and process parameters are established, the same part can be produced repeatedly with stable dimensions. This is important for appliance and industrial customers that need thousands or millions of components with minimal variation. Consistency improves assembly yield and reduces field failure risk.
Powder metallurgy also allows integration of features that may be costly to machine. Chamfers, flanges, spherical surfaces, stepped profiles, and complex shapes can often be formed directly or with limited secondary operations. This gives engineers more freedom to design a part that matches the mechanism rather than forcing the mechanism to fit a standard sleeve.
Quality Management and Customer Value
A strong quality management system is essential for precision powder metallurgy. The manufacturer’s ISO 9001:2015 certification demonstrates commitment to general quality management principles, including process control, documentation, customer focus, and continuous improvement. IATF 16949:2016 certification further reflects capability in automotive-style quality systems, where defect prevention, traceability, and production consistency are highly emphasized.
For customers, these certifications provide confidence that orders are managed systematically. Raw materials can be controlled, process parameters can be monitored, inspections can be recorded, and corrective actions can be implemented when necessary. This is particularly important for customized parts because each drawing may have unique requirements. A disciplined system reduces the risk that a special characteristic will be overlooked.
Customer value also comes from technical support. The company can provide OEM and ODM services based on drawings or samples. This is valuable when customers want to replace a traditional machined part, improve a noisy mechanism, reduce lubrication maintenance, or lower production cost. The supplier can evaluate whether powder metallurgy is suitable and propose adjustments to improve manufacturability.
The company’s manufacturing scale supports both development and mass production. A modern production base, skilled staff, presses, sintering furnaces, forming machines, and testing equipment allow it to handle different project stages. Customers can begin with samples, validate performance, and then move into stable production. This continuity reduces supplier transition risk and improves project efficiency.
Selection Guidelines for Engineers and Buyers
When selecting a powder metallurgy bushing or precision component, engineers should begin with the operating requirements. Important factors include shaft diameter, radial load, axial load, speed, oscillation angle, operating temperature, duty cycle, expected lifetime, noise requirement, mating shaft hardness, and housing material. These conditions determine the appropriate material, density, oil type, clearance, and tolerance grade.
Dimensional drawings should clearly specify inner diameter, outside diameter or spherical dimension, length, chamfers, tolerance grade, concentricity, surface finish, and any special inspection points. If the component is used in an assembly with press fitting, the housing bore tolerance and assembly method should also be considered. Press fitting can reduce internal diameter, so compensation may be needed in the design.
Lubrication requirements should be discussed early. Different applications may require different oil viscosities or lubricant types. A high-speed rotating shaft may need a different oil than a slow oscillating hinge. Temperature and noise targets also influence oil selection. If the assembly operates in a sealed appliance, lubricant volatility and long-term stability may be important.
Buyers should also consider supplier capability beyond unit price. A cheaper component that creates noise, assembly rejects, or early failure can become expensive. Important supplier evaluation factors include process experience, tolerance capability, quality certifications, testing equipment, customization support, delivery stability, and responsiveness. A precision powder metallurgy part is best purchased from a supplier that understands both manufacturing and application performance.
Q&A Section
Q1: What is the main function of this powder metallurgy component?
A1: Its main function is to provide accurate shaft support, smooth motion, wear resistance, and self-lubrication in compact mechanical assemblies. It can be used as a bushing, bearing sleeve, pivot support, positioning component, or transmission support part.
Q2: Why is an oil-impregnated structure beneficial?
A2: The porous sintered structure stores lubricant inside the component. During operation, oil moves to the contact surface and reduces friction. This helps the part operate quietly and reliably without frequent external lubrication.
Q3: What applications are especially suitable for this product?
A3: The product is suitable for electric fan swing mechanisms, fan motor shaft supports, refrigerator door hinges, compressor vibration reduction linkages, small motors, household appliance mechanisms, and other precision motion systems.
Q4: What makes this product competitive compared with machined metal sleeves?
A4: It offers near-net-shape production, lower material waste, integrated self-lubrication, good dimensional repeatability, and cost-effective mass production. Machined sleeves can be accurate, but they often require more processing and separate lubrication.
Q5: Can the component be customized?
A5: Yes. Customers can select standard specifications or provide drawings and samples. Customization may include size, tolerance, material density, oil type, chamfer, outside profile, and other design details.
Q6: Why is tolerance control important for a bushing?
A6: Tolerance control affects fit, shaft alignment, friction, noise, wear, and assembly quality. Tight and consistent dimensions help prevent wobble, jamming, excessive clearance, and premature failure.
Q7: What does IT7 tolerance indicate?
A7: IT7 is a precision tolerance grade used in mechanical engineering. It indicates a controlled dimensional range suitable for applications requiring accurate fit and reliable assembly performance.
Q8: Is iron-based powder metallurgy cost-effective?
A8: Yes. Iron powder is widely available and economical. When combined with near-net-shape forming, it can reduce material waste and production cost while providing suitable strength for many applications.
Q9: How does the component help reduce noise?
A9: It reduces noise by maintaining better alignment, lowering friction through self-lubrication, and supporting smoother movement. This is important in products such as fans and refrigerators, where quiet operation is expected.
Q10: What quality systems support product reliability?
A10: The manufacturer operates under ISO 9001:2015 and IATF 16949:2016 quality management systems, supporting process control, traceability, inspection discipline, and continuous improvement.

Conclusion
The A3678 high precision powder metallurgy component demonstrates the practical value of modern sintered metal technology. It combines iron-based material economy, controlled porosity, oil-impregnated self-lubrication, strict tolerance capability, and flexible customization. These advantages make it a strong solution for electric fans, refrigerators, small motors, hinge mechanisms, vibration reduction linkages, and many other compact mechanical systems.
Its benefits extend beyond the part itself. For equipment manufacturers, a precision self-lubricating component can improve assembly efficiency, reduce noise, extend service life, and lower maintenance requirements. For end users, it contributes to smoother operation, quieter products, and more reliable daily use. For engineering teams, it offers a flexible platform that can be adapted through material, size, tolerance, and lubricant selection.
Backed by experienced powder metallurgy production, advanced equipment, skilled staff, and certified quality systems, Jiande Welfine Technology Co., Ltd. provides the manufacturing foundation required for stable and customized component supply. In competitive appliance and industrial markets, small parts often determine large differences in product quality. A well-designed powder metallurgy bushing or precision component is therefore not just a component purchase; it is an investment in reliability, efficiency, and customer satisfaction.
References
1. German, R. M. Powder Metallurgy and Particulate Materials Processing. Metal Powder Industries Federation.
2. ASM International. ASM Handbook, Volume 7: Powder Metal Technologies and Applications.
3. ISO 286. Geometrical Product Specifications: ISO Code System for Tolerances on Linear Sizes.
4. ISO 9001:2015. Quality Management Systems: Requirements.
5. IATF 16949:2016. Quality Management System Requirements for Automotive Production and Relevant Service Parts Organizations.
6. Metal Powder Industries Federation. Standard Test Methods for Metal Powders and Powder Metallurgy Products.
Related products
-
")
-

Description: Custom powder metallurgy planetary gear with high precision, wear resistance for automotive, industrial machinery & home appliances. OEM/ODM supported.
See Details




Copyright © Jiande Welfine Technology Co., Ltd. All Rights Reserved. Custom Self-lubricating Sintered Bushing Manufacturers
