 English
English 中文简体
中文简体
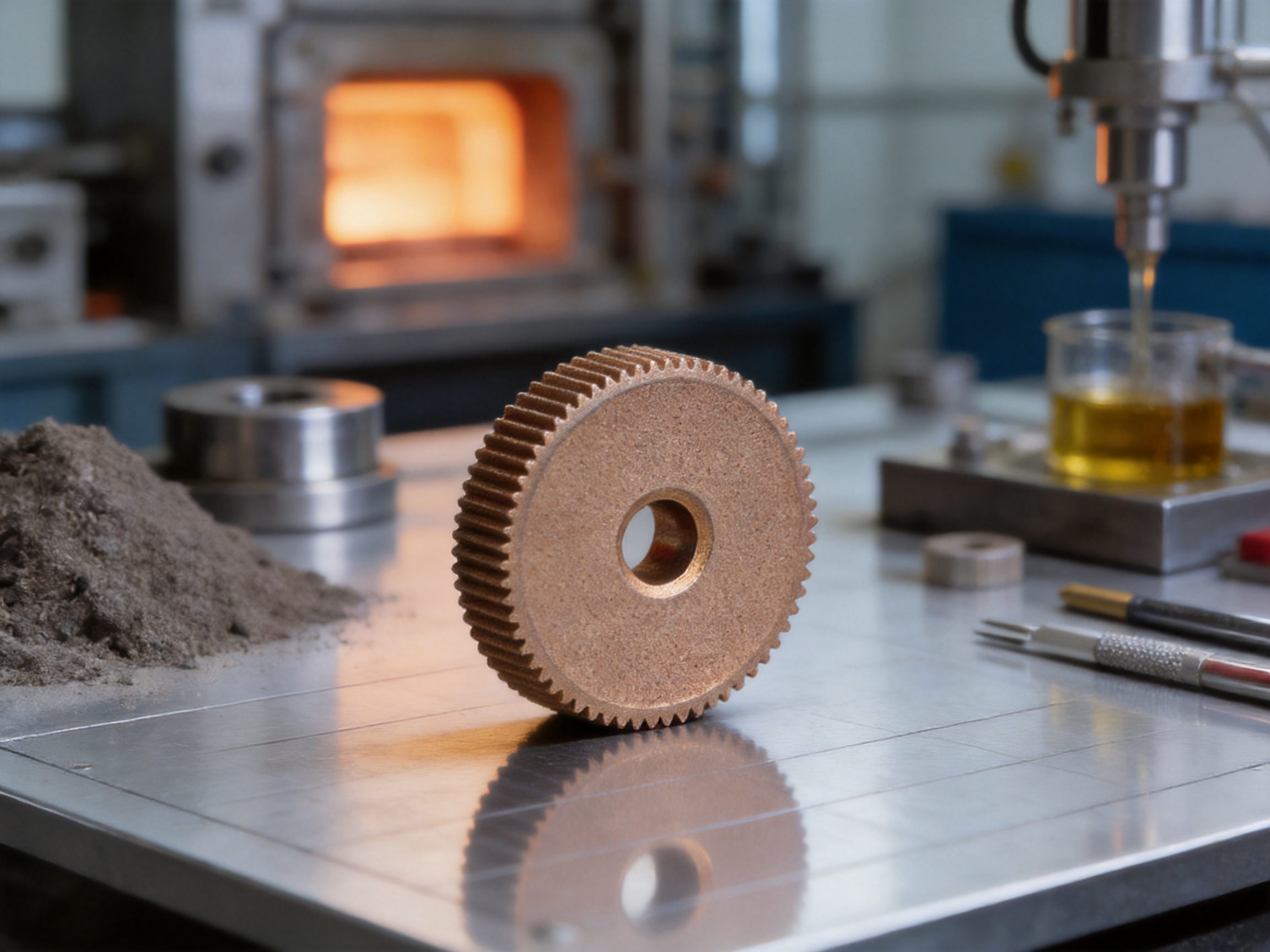
This 4×11.5×5.2mm powder metallurgy gear is manufactured through a precise press-sinter-through hole-oil impregnation process, with strict control of press density (6.7–6.8g/cm³) and sintering tempera...
See DetailsE-mail us: [email protected]
Tel: +86-15239857375
 Home / Author / Luo Qian — Product Sales Supervisor / Powder Metallurgy Oil-Impregnated Gear for Durable Small Appliance and Precision Drive Systems
Home / Author / Luo Qian — Product Sales Supervisor / Powder Metallurgy Oil-Impregnated Gear for Durable Small Appliance and Precision Drive Systems Powder Metallurgy Oil-Impregnated Gear for Durable Small Appliance and Precision Drive Systems
 2026.07.10
2026.07.10
 Luo Qian — Product Sales Supervisor
Luo Qian — Product Sales Supervisor
Content
- 1 Product Overview and Technical Positioning
- 2 Why Oil-Impregnated Sintered Gears Matter in Compact Mechanisms
- 3 Core Product Features
- 4 Manufacturing Process: From Powder to Finished Gear
- 5 Manufacturing Strengths of Jiande Welfine Technology Co., Ltd.
- 6 Performance Advantages Over Injection-Molded Plastic Gears
- 7 Advantages Over Conventional Machined Metal Gears
- 8 Role of Density and Porosity in Gear Performance
- 9 Thermal Stability in Small Appliance Applications
- 10 Dimensional Stability and Long-Term Accuracy
- 11 Wear Resistance and Self-Lubricating Behavior
- 12 Applications in Small Appliances
- 13 Applications in Automotive Auxiliary Systems
- 14 Applications in Industrial and Electromechanical Equipment
- 15 Quality Control and Verification
- 16 Customization Possibilities
- 17 Export Experience and Market Reliability
- 18 Design Considerations for Engineers
- 19 Life-Cycle Cost and Reliability Benefits
- 20 Environmental and Production Efficiency Benefits
- 21 Q&A Section
- 21.1 Q1: What is the main advantage of this oil-impregnated sintered gear compared with a plastic gear?
- 21.2 Q2: Is this gear suitable for coffee makers, coffee grinders, and food processors?
- 21.3 Q3: Why is oil impregnation important?
- 21.4 Q4: What does the density of 6.7 to 6.8 g/cm³ mean for performance?
- 21.5 Q5: Can the gear be customized?
- 21.6 Q6: Is a sintered metal gear always better than a plastic gear?
- 21.7 Q7: How does this gear compare with a machined steel gear?
- 21.8 Q8: What quality certifications support the manufacturer’s capability?
- 21.9 Q9: What applications beyond appliances can use this gear?
- 21.10 Q10: What information should a customer provide for a custom gear inquiry?
- 22 Conclusion
- 23 References
- 24 Product: Powder Metallurgy Oil-Impregnated Gear (4×11.5×5.2mm)
Powder metallurgy oil-impregnated gears are engineered for compact transmission systems that require reliable torque transfer, stable dimensions, wear resistance, and reduced maintenance. The 4 x 11.5 x 5.2 mm oil-impregnated sintered gear is a representative precision component designed for small appliances, electromechanical products, automotive auxiliary mechanisms, office devices, power tools, and light industrial machinery. Although the part is small, its performance requirements are significant: it must maintain tooth geometry, withstand repeated loading, resist heat aging, and operate with minimal lubrication service over a long working life.
This gear is produced through a controlled powder metallurgy process that includes powder selection, pressing, sintering, through-hole processing, sizing or precision correction, oil impregnation, inspection, and export-grade packaging. The production route gives the gear a strong metal matrix combined with interconnected porosity capable of storing lubricating oil. During operation, oil is gradually released from the pore network to the sliding and rolling contact surfaces, reducing friction and extending service life. This self-lubricating characteristic is one of the most important advantages of oil-impregnated sintered gears over many conventional machined gears and injection-molded plastic gears.
In applications such as coffee makers, coffee grinders, food processors, electric kitchen devices, seat adjusters, window lifters, automation modules, and textile machinery, a gear may be exposed to continuous start-stop cycles, elevated motor temperatures, intermittent overloads, moisture, and dimensional tolerance demands. Plastic gears are widely used because they are lightweight and quiet, but they can suffer from creep, moisture absorption, tooth deformation, and heat aging. Traditional machined metal gears provide strength but may require additional lubrication systems and higher material waste. Powder metallurgy provides a balanced solution: high material utilization, excellent repeatability, customizable density, controlled porosity, and the ability to combine strength with self-lubrication.
Powder Metallurgy Oil-Impregnated Gear (4×11.5×5.2mm)
Product Overview and Technical Positioning
The 4 x 11.5 x 5.2 mm powder metallurgy oil-impregnated gear belongs to the category of sintered structural parts and precision gear-and-hub components. Its size makes it suitable for compact mechanisms where available space is limited but reliability cannot be compromised. The component is manufactured with a press density typically controlled at 6.7 to 6.8 g/cm³ and sintered at approximately 690°C, depending on material system and production requirements. These process parameters are selected to balance strength, dimensional control, oil storage capacity, and wear performance.
The gear is especially relevant for small appliance manufacturers seeking an alternative to injection-molded plastic gears in higher-load or higher-temperature zones. In many household appliances, gear failure is not caused by a single dramatic event but by gradual material degradation. Tooth flanks wear, backlash increases, bores loosen, and polymer teeth deform under thermal and mechanical stress. Oil-impregnated sintered metal gears address these problems by using a metallic load-bearing structure and a built-in lubrication reservoir.
Compared with machined steel gears, sintered gears can reduce machining time and material waste. Powder metallurgy is a near-net-shape process, meaning that the pressed compact is already close to the final geometry before sintering. This is highly valuable for small gears with repeated mass production demand. Tooth forms, hub features, bores, and basic geometries can be produced consistently with less secondary machining than fully cut gears. Secondary operations remain available when tighter bore tolerance, surface finish, or assembly accuracy is required.
Jiande Welfine Technology Co., Ltd. manufactures sintered metal components, oil-impregnated bushings, powder metallurgy structural parts, magnetic materials, friction materials, and related precision parts. Established in 2001, the company has more than two decades of experience in powder metallurgy production and precision machining. Its facility in Jiande City, Zhejiang Province, China, covers 13,039 square meters and is equipped with pressing equipment, high-temperature sintering furnaces, forming machines, testing systems, and supporting production lines. With ISO 9001:2015 and IATF 16949:2016 certifications, the company provides OEM and ODM manufacturing services for customers requiring repeatable quality and customized engineering support.
Why Oil-Impregnated Sintered Gears Matter in Compact Mechanisms
Compact mechanisms often place severe demands on small gears. The gear may be located near a motor, heater, gearbox, or sealed housing. There may be limited access for lubrication, and the product may be expected to run for years without service. A small appliance manufacturer, for example, wants a gear that can survive daily use, occasional jamming, heat from the motor, exposure to humidity, and storage in different climates. A gear for an automotive auxiliary mechanism may face vibration, intermittent torque spikes, and temperature fluctuations. A gear in office equipment or automation may run repeatedly with tight positional requirements.
Oil-impregnated sintered gears solve several of these engineering challenges at once. The porous metal structure stores lubricating oil internally. Under operating temperature and frictional contact, oil migrates toward the surface and forms a thin lubricating film. When the gear stops, part of the oil can be reabsorbed into the pores by capillary action. This cycle reduces dependence on external grease and can help maintain lubrication in enclosed or inaccessible assemblies.
The metallic structure also provides higher load resistance than common engineering plastics. A typical POM plastic gear may offer bending strength in the range of 60 to 80 MPa, while an iron-copper-carbon sintered gear at suitable density can reach approximately 250 to 350 MPa in bending strength, depending on composition and process. This difference is critical when gear teeth experience shock loading, stall torque, or sudden resistance. In food processors, for instance, blade resistance may increase sharply when hard ingredients are processed. In coffee grinders, beans can jam the burr mechanism. In these cases, a plastic gear may strip teeth, while a sintered metal gear can withstand short-term overload more effectively.
Thermal stability is another major advantage. Many plastics soften or creep near elevated temperatures. POM and PA66 gears are widely used, but their long-term performance may decline when exposed to temperatures around 80 to 120°C, especially under sustained load. Sintered metal gears can operate continuously at higher temperatures when the correct lubricant is selected. In a coffee maker or motor-driven appliance, an extra thermal margin of 40 to 60°C can significantly reduce premature failure.
Core Product Features
The 4 x 11.5 x 5.2 mm oil-impregnated sintered gear offers a combination of precision, self-lubrication, strength, and production economy. These features are not independent; they are created by the interaction of material design, density control, sintering, pore network management, and final impregnation.
The first core feature is dimensional repeatability. Powder metallurgy pressing uses a precision die system to form the gear shape under controlled pressure. With suitable tooling and process monitoring, the gear can be produced in high volume with consistent dimensions. The through-hole process ensures assembly alignment and accurate shaft fitting. For small gears, bore accuracy and concentricity are critical because even slight misalignment may create noise, wear, or uneven tooth loading.
The second core feature is mechanical reliability. A controlled press density of 6.7 to 6.8 g/cm³ gives the gear a strong structural foundation while preserving enough interconnected porosity for oil retention. Higher density generally improves strength and contact resistance, while controlled porosity supports lubrication. The correct balance depends on the gear’s intended load, speed, duty cycle, and operating temperature.
The third core feature is self-lubrication. Oil impregnation fills the open pore network with lubricating oil. In operation, the oil reduces tooth flank friction, lowers wear rate, improves efficiency, and decreases the risk of seizure. For appliance manufacturers, the result is lower maintenance demand, fewer lubrication-related assembly steps, and improved product reliability.
The fourth core feature is export-proven stability. The product has been supplied to Bulgaria and trusted by local industrial users. This experience demonstrates that the gear is suitable for international logistics, European industrial expectations, and repeat purchase requirements. Export success is not only a matter of product design; it also depends on packaging, documentation, production consistency, communication, and quality control.
Manufacturing Process: From Powder to Finished Gear
The performance of a powder metallurgy gear begins with powder selection. The metal powder system may be selected according to target strength, wear resistance, oil retention, machinability, and cost. For many small sintered gears, iron-copper-carbon systems provide a practical balance between mechanical performance and production economy. For higher load applications, alloyed systems containing nickel, molybdenum, or other strengthening elements may be considered.
After powder preparation and mixing, the material is fed into a precision die cavity. Pressing compacts the powder into the required shape. For this gear, press density is strictly controlled around 6.7 to 6.8 g/cm³. Density uniformity is essential. If density is too low, the gear may lack strength and show excessive wear. If density is too high without proper pore control, oil storage capacity may decrease. Uneven density may also cause distortion during sintering, leading to dimensional variation.
Sintering is the next critical stage. The compacted gear is heated in a controlled furnace atmosphere to bond particles metallurgically. The specified sintering temperature of approximately 690°C supports structural consolidation and stable performance for the selected process route. During sintering, the powder particles develop necks and form a coherent metal matrix. Proper furnace atmosphere control helps reduce oxidation and supports consistent strength. Temperature uniformity, belt speed, holding time, and cooling conditions all affect final quality.
After sintering, the gear may undergo through-hole processing or precision bore correction. The bore is vital because it determines how the gear mounts on a shaft or pin. A poorly controlled bore can create eccentric rotation, uneven tooth contact, and accelerated wear. Precision through-hole machining or sizing improves assembly accuracy and repeatability. For customers with specific shaft fits, bore tolerance can be customized according to drawing requirements.
Oil impregnation is then performed to introduce lubricant into the connected pores. Vacuum impregnation is commonly used for high filling efficiency. The gear is placed under vacuum to remove air from pores, then immersed in oil so that lubricant penetrates the internal network. The selected oil may be standard industrial lubricating oil, high-temperature oil, or food-grade oil depending on application. For small appliances where the gear is isolated from food, standard lubricants may be acceptable. For applications with possible food contact, NSF H1 or FDA-compliant lubricant options can be specified.
Final operations include cleaning, inspection, packaging, and traceability documentation. Inspection may include dimensional checks, density verification, oil content measurement, visual examination, radial crush strength testing, and gear rolling inspection. Export-grade packaging protects the small precision parts from contamination, corrosion, impact, and mixing during long-distance transportation.
Manufacturing Strengths of Jiande Welfine Technology Co., Ltd.
Advanced manufacturing capability is a major reason to select a qualified powder metallurgy partner rather than a generic component supplier. Jiande Welfine Technology Co., Ltd. has operated in the powder metallurgy field since 2001 and has accumulated manufacturing knowledge across bushings, bearings, structural parts, gears, hubs, friction components, and related sintered products. The company’s production base supports pressing, sintering, forming, machining, oil impregnation, and inspection operations under an integrated manufacturing system.
The company’s ISO 9001:2015 certification supports systematic quality management for general industrial customers, while IATF 16949:2016 certification demonstrates capability for automotive-related quality requirements. These systems are especially important for small precision gears, where the customer may require consistent dimensions across large batches, documented production controls, traceability, and corrective action processes.
OEM and ODM support is another important strength. Many customers do not simply need a catalog gear; they need a gear matched to a shaft, housing, motor speed, torque requirement, noise target, lubricant condition, and expected lifetime. The company can manufacture according to customer drawings or samples and can adjust dimensions, material, density, porosity, oil type, and secondary operations. This flexibility helps customers move from prototype evaluation to stable batch production.
The company’s experience with export markets, including Bulgaria and broader European applications, is also valuable. Exported precision components must meet not only technical requirements but also packaging, delivery, communication, and consistency expectations. Long-term supply to European customers indicates process maturity and commercial reliability.
Performance Advantages Over Injection-Molded Plastic Gears
Injection-molded plastic gears remain useful in many light-duty applications. They are lightweight, corrosion-resistant, inexpensive in high volume, and often quieter than metal gears. However, they also have limitations that become more serious under heat, load, moisture, or long service life requirements. The oil-impregnated sintered gear is designed to outperform plastic gears in several measurable areas.
Load capacity is one of the clearest advantages. A plastic gear made from POM or PA66 may perform well under moderate load, but its tooth bending strength is limited compared with a sintered metal gear. An iron-based sintered gear can deliver three to five times higher tooth bending strength depending on exact material and density. This enables the gear to handle higher torque in compact gearboxes without tooth fracture.
Contact fatigue resistance is also improved. Plastic tooth surfaces can deform under repeated contact pressure, especially at elevated temperature. Tooth profile deformation increases noise, backlash, and wear. Sintered metal tooth surfaces maintain geometry better under repeated loading. Contact fatigue limits for plastic gears may fall around 15 to 25 MPa, while sintered metal gears can reach approximately 80 to 120 MPa depending on material, density, surface condition, and lubrication.
Heat aging resistance is a major benefit in appliances. Plastic gears exposed to 120°C for extended periods may lose 30 to 50 percent of bending strength due to polymer degradation. Sintered metal gears retain more than 90 percent of their structural strength under comparable thermal exposure because the metal matrix does not degrade like polymer chains. Lubricant selection remains important, but the structural base is far more stable.
Dimensional stability also favors sintered metal. Nylon gears can absorb moisture and swell, changing tooth geometry and bore clearance. Plastic gears under sustained load can creep over time, increasing backlash or reducing preload. Sintered metal gears have negligible moisture absorption and extremely low creep under comparable conditions. The coefficient of thermal expansion for sintered metal is also much closer to steel shafts and housings, helping maintain mesh clearance across temperature changes.
| Performance Factor | Common Plastic Gear | Oil-Impregnated Sintered Gear | Practical Benefit |
|---|---|---|---|
| Typical tooth bending strength | About 60 to 80 MPa for POM | About 250 to 350 MPa for suitable Fe-Cu-C systems | Higher torque capacity and reduced tooth fracture risk |
| Contact fatigue resistance | About 15 to 25 MPa | About 80 to 120 MPa depending on material and density | Longer tooth life under repeated loading |
| Continuous operating temperature | Often 80 to 100°C for POM or PA66 | Often 120 to 150°C with suitable oil | Improved reliability near motors or heaters |
| Moisture absorption | Can be significant for nylon | Negligible | Stable bore clearance and tooth geometry |
| Creep under load | Can be measurable over time | Very low under comparable appliance loads | Better long-term backlash control |
| Lubrication behavior | May require grease or rely on low-friction polymer | Internal oil reservoir provides self-lubrication | Reduced maintenance and improved wear control |
Advantages Over Conventional Machined Metal Gears
The oil-impregnated sintered gear also has advantages when compared with conventional machined metal gears. Machined gears are produced by cutting material from bar stock, blanks, or forgings. This can create excellent precision and strength, but it may involve higher material waste, longer machining time, and the need for external lubrication. For very small gears in high-volume production, machining every tooth form and feature may not be economical.
Powder metallurgy can form the gear close to its final shape in a die, reducing material waste and improving production efficiency. The same die can produce consistent parts across large batches. Secondary machining can be reserved for critical features such as bores, faces, or special tolerance zones. This process efficiency is especially important for appliance and electromechanical manufacturers that need large quantities of reliable components at controlled cost.
The self-lubricating pore structure is another advantage over dense machined steel. A conventional steel gear typically depends on grease, oil bath lubrication, or periodic lubrication. If lubricant is insufficient or displaced, wear accelerates. A sintered oil-impregnated gear stores lubricant inside its own structure, making it suitable for compact and sealed mechanisms where maintenance is limited.
Powder metallurgy also supports material tailoring. By adjusting powder composition, density, porosity, sintering conditions, and secondary treatments, manufacturers can optimize the gear for strength, oil retention, wear resistance, cost, or noise behavior. This flexibility is valuable when customers require a component designed for a specific operating environment rather than a standard off-the-shelf gear.
Role of Density and Porosity in Gear Performance
Density and porosity are central to the performance of any oil-impregnated sintered gear. Density determines how much metal supports the load. Porosity determines how much oil can be stored and how effectively lubrication can reach the working surface. The engineering challenge is to achieve a balance: enough density for strength, enough interconnected porosity for self-lubrication.
The specified press density of 6.7 to 6.8 g/cm³ indicates a high-density sintered component suitable for mechanical reliability. At this density level, the gear can carry meaningful loads while maintaining a pore network for oil impregnation. For many self-lubricating sintered components, open porosity may be designed around 18 to 22 percent depending on the application and material system. Exact values depend on customer requirements, oil content targets, and mechanical performance needs.
If porosity is too high, the gear may have reduced load-bearing capacity and lower tooth strength. If porosity is too low, the gear may not retain enough oil for long-term self-lubrication. Therefore, pressing pressure, powder characteristics, lubricant in the powder mix, sintering conditions, and sizing operations must be controlled carefully. A reliable manufacturer evaluates both mechanical and lubrication performance rather than focusing on only one parameter.
In practical use, the pore network acts like a microscopic oil reservoir. During rotation, frictional heat and capillary movement help bring oil to the surface. This is especially useful for tooth flanks and bore surfaces where sliding or mixed lubrication may occur. The result is reduced friction coefficient, lower wear rate, and improved resistance to dry-start damage.
Thermal Stability in Small Appliance Applications
Small appliances increasingly operate in compact housings with powerful motors and limited cooling space. Coffee makers, coffee grinders, food processors, juicers, mixers, and similar devices may expose gears to elevated temperatures. A plastic gear that performs well at room temperature may experience reduced stiffness, creep, or aging near a motor or heating element.
The oil-impregnated sintered metal gear provides a wider thermal operating margin. With the correct oil selection, it can function continuously at approximately 120 to 150°C in many applications. The metal matrix retains its structural integrity under heat, while the selected lubricant supports friction reduction. This is particularly valuable in coffee-related appliances, where heat, moisture, and repeated cycles are common.
Thermal expansion matching is another important advantage. Plastic gears have coefficients of thermal expansion much higher than steel shafts or housings. As temperature changes, the plastic gear may expand or contract more than surrounding components, changing backlash and mesh conditions. Sintered metal gears have coefficients closer to steel, helping maintain stable gear mesh and bore fit. Stable mesh reduces noise variation, tooth impact, and premature wear.
Dimensional Stability and Long-Term Accuracy
In a precision mechanism, a gear does not only need to be strong; it must remain accurate over time. Dimensional stability affects backlash, noise, load distribution, positioning accuracy, and efficiency. The 4 x 11.5 x 5.2 mm sintered gear is designed for applications where small dimensional changes can produce noticeable mechanical effects.
Plastic gears may absorb moisture, especially nylon materials. Moisture absorption can cause swelling, which changes tooth geometry and bore clearance. In food processors or kitchen appliances, humidity and occasional water exposure are common. Even if the gear is not directly washed, it may operate in a humid environment. Sintered metal absorbs negligible moisture, so its dimensions remain stable.
Creep is another issue. Under sustained load, plastic materials gradually deform. A gear under belt tension, spring preload, or constant mesh force can develop long-term shape changes. This may increase backlash or reduce transmission accuracy. Sintered metal gears exhibit very low creep under comparable conditions, preserving gear geometry through the appliance’s service life.
Thermal cycling also affects gear stability. In repeated cycles from room temperature to elevated temperature, plastic gears may relax or deform. Sintered metal gears show far smaller center distance change, especially when paired with metal shafts and housings. This improves long-term quiet operation and efficient power transmission.
Wear Resistance and Self-Lubricating Behavior
Gear wear is influenced by material hardness, surface finish, load, speed, temperature, lubrication, alignment, and contamination. Oil-impregnated sintered gears improve wear performance by combining a metallic surface with internal lubrication. The metal matrix resists tooth deformation, while the oil film reduces friction and adhesive wear.
The self-lubricating effect is especially useful during intermittent operation. Many small appliances operate in short cycles rather than continuous rotation. During each start, the gear may experience boundary lubrication conditions before a full lubricating film develops. Because oil is stored near the surface, a sintered gear can provide lubrication more consistently than a dry metal gear.
Oil selection should match the operating environment. For general electromechanical products, an industrial lubricating oil with suitable viscosity may be selected. For higher temperature conditions, high-temperature oil improves oxidation resistance and film stability. For food-related appliances, food-grade oil can be specified when necessary. Jiande Welfine Technology Co., Ltd. can support oil selection according to customer requirements, including applications where gears are isolated from food paths and applications where stricter lubricant compliance is needed.
Wear resistance may be further improved through material adjustment or secondary treatment. Higher density can increase load capacity and surface support. Heat treatment may improve hardness for demanding conditions. Steam treatment can form a magnetite surface layer that may improve corrosion resistance and running behavior in some sintered iron components. Precision sizing can improve tooth consistency and reduce uneven contact.
Applications in Small Appliances
The product is particularly well suited for small appliances where plastic gears may be close to their performance limits. Coffee grinders require gears that can handle intermittent overload when beans jam. Food processors and choppers require torque transfer when blades encounter dense or hard food. Juice extractors and mixers may experience vibration and repeated start-stop cycles. Coffee makers and other heated appliances expose internal mechanisms to elevated temperature and humidity.
In these applications, an oil-impregnated sintered gear can reduce warranty risk and improve perceived product quality. A stripped plastic gear is a common failure mode in lower-cost appliances. Replacing that gear with a sintered metal alternative can significantly improve overload tolerance. The appliance may become slightly different acoustically, because metal gears often produce a higher-pitched sound than plastic gears. However, noise can be managed through gear profile control, lubrication, precision assembly, and material choices. For durability-focused appliances, the tradeoff is often favorable.
Food-contact considerations must be evaluated carefully. If the gear is located outside the food path and sealed from ingredients, standard industrial oils may be appropriate. If there is any possibility of incidental food contact, food-grade lubricant should be specified. The sintered metal substrate itself is generally stable, but the lubricant and any surface treatment must be selected according to the regulatory needs of the final appliance.
Applications in Automotive Auxiliary Systems
Although the gear is small, the same powder metallurgy principles apply to automotive auxiliary mechanisms. Seat adjusters, window lifters, mirror adjustment units, small actuators, and transmission-related support mechanisms often require compact gears with stable performance. These applications may experience vibration, temperature variation, dust, and intermittent overload.
The IATF 16949:2016 certification of Jiande Welfine Technology Co., Ltd. supports automotive-oriented production discipline. Automotive customers often require advanced quality planning, traceability, batch consistency, and controlled corrective actions. For a sintered gear used in an automotive module, dimensional consistency and material reliability are essential because a small gear failure can affect user convenience, safety perception, and warranty cost.
Oil-impregnated gears are valuable where long service life is required without regular lubrication. Automotive interiors and auxiliary mechanisms are not easily serviced by end users. A self-lubricating gear helps maintain function over years of intermittent operation.
Applications in Industrial and Electromechanical Equipment
Industrial machinery, office equipment, textile machines, automation systems, precision instruments, and power tools also benefit from sintered gears. These systems may require repeatable motion, controlled backlash, low maintenance, and stable performance. In automation equipment, downtime can be expensive, so a maintenance-free gear is attractive. In office devices, compact gears must operate smoothly through many cycles. In power tools, overload and heat resistance are critical.
The 4 x 11.5 x 5.2 mm gear can be customized for specific shaft sizes, tooth geometry, material systems, and oil types. This adaptability allows engineers to use the powder metallurgy process in many compact drive designs. When a customer provides a drawing or sample, the manufacturer can evaluate manufacturability, tooling requirements, tolerance feasibility, and potential process improvements.
Quality Control and Verification
Quality control for a sintered oil-impregnated gear must cover both visible dimensions and internal properties. A gear can appear correct externally but still fail if density, porosity, oil content, or sintering quality is inconsistent. Therefore, a complete quality plan should include raw material control, powder mixing verification, press monitoring, furnace parameter control, dimensional inspection, and functional testing.
Dimensional inspection may include outside diameter, face width, bore diameter, tooth profile, runout, concentricity, and flatness. For small gears, high magnification or specialized gauges may be used. Gear rolling inspection can help identify tooth spacing errors, eccentricity, and mesh irregularities. Bore fit can be checked using pins, gauges, or coordinate measurement depending on tolerance requirements.
Density testing verifies that pressing and sintering have produced the intended structure. Oil content measurement confirms that impregnation has achieved the required lubricant volume. Radial crush strength testing or mechanical testing may be used to validate load capacity for certain designs. Visual inspection checks for cracks, chips, burrs, oxidation, contamination, or deformation.
Packaging inspection is also important for export parts. Small precision gears can be damaged, mixed, or contaminated if packaging is inadequate. Export-grade packaging should protect parts during long-distance transportation and warehouse storage. Anti-corrosion measures may be selected according to destination climate and shipping duration.
Customization Possibilities
One of the strongest advantages of powder metallurgy is the ability to customize performance through process and material design. Customers may request changes in dimensions, tooth geometry, bore type, material composition, density, oil type, surface treatment, or final tolerance. The component can be designed as a gear, gear hub, compound gear, or integrated structural part depending on assembly requirements.
Material options may include iron-copper-carbon systems for balanced strength and oil retention, bronze-based materials for excellent bearing behavior, or alloyed iron systems for higher load applications. Density may be adjusted to increase strength or improve oil storage. Secondary operations may include sizing, machining, drilling, reaming, grinding, heat treatment, steam treatment, deburring, and cleaning.
Oil impregnation can also be tailored. Standard oils may be used for general machinery. High-temperature oils may be selected for appliance or motor-adjacent applications. Food-grade oils may be used for kitchen appliances where compliance is required. Viscosity selection depends on speed, load, temperature, and desired oil release behavior.
For customers developing a new appliance or mechanism, early collaboration is recommended. If the gear is designed with powder metallurgy requirements in mind, tooling can be optimized, secondary machining can be reduced, and cost-effective performance can be achieved. Design-for-manufacturing support may include recommendations on wall thickness, tooth form, hub shape, bore tolerance, chamfers, and density targets.
Export Experience and Market Reliability
The gear has been successfully exported to Bulgaria and accepted by local industrial clients. This export experience is meaningful because European customers often emphasize documentation, consistency, and compliance with mechanical component expectations. Supplying international customers over time demonstrates stable process control, responsive communication, and dependable logistics.
For customers in Bulgaria, the European Union, and other global markets, Jiande Welfine Technology Co., Ltd. can provide customized sintered components supported by quality management systems and manufacturing experience. Stable supply is important for manufacturers who need predictable production schedules. A gear may be a small item in the final assembly, but a shortage or quality issue can delay an entire production line.
The company’s location in Zhejiang Province, China, and its established production base support both domestic and export orders. With more than 150 skilled employees and long-term industry experience, the company can respond to custom drawings, samples, and batch production needs. Its focus on powder metallurgy and precision machining allows it to serve customers requiring both standard sintered parts and specialized OEM components.

Design Considerations for Engineers
Engineers considering the 4 x 11.5 x 5.2 mm oil-impregnated sintered gear should evaluate torque, speed, duty cycle, operating temperature, lubrication environment, shaft material, housing material, and noise requirements. The gear’s advantages are strongest where strength, heat resistance, and dimensional stability are more important than maximum noise damping or minimum weight.
If the application is extremely noise-sensitive and lightly loaded, a plastic gear may still be preferred. Plastic materials provide natural damping and can be very quiet when properly designed. However, if the application involves heat, jamming, repeated overload, long-term dimensional accuracy, or moisture exposure, the sintered metal gear may provide superior life-cycle value.
Shaft fit should be specified clearly. The bore may require a clearance fit, interference fit, or rotating fit depending on the assembly. If the gear rotates on a shaft, lubrication at the bore is important. If the gear is fixed to a shaft, torque transmission through press fit, knurling, keying, or other features may need consideration. The through-hole process can be customized to meet these needs.
Gear pairing should also be considered. A sintered metal gear can mesh with another metal gear, a plastic gear, or a hybrid system depending on noise and wear goals. When meshing with plastic, engineers should evaluate tooth hardness differences and lubrication compatibility. When meshing with metal, alignment and lubrication become especially important.
Life-Cycle Cost and Reliability Benefits
Initial component cost is only one part of gear selection. A low-cost plastic gear may become expensive if it causes warranty returns, customer dissatisfaction, or product failure. A machined steel gear may provide strength but increase manufacturing cost and require separate lubrication. An oil-impregnated sintered gear can provide a favorable life-cycle balance by reducing failures, simplifying lubrication, and supporting high-volume production efficiency.
For small appliance manufacturers, improved overload tolerance can reduce warranty claims caused by jamming or misuse. Better heat aging resistance can extend service life in compact heated designs. Dimensional stability can preserve smooth operation, reducing noise complaints and performance degradation. Maintenance-free lubrication reduces assembly complexity and eliminates the need for end-user lubrication.
For industrial customers, reduced maintenance and stable performance can decrease downtime. In automation, a small component failure may stop a larger system. Using a self-lubricating gear with predictable performance improves operational confidence. For export customers, stable quality reduces incoming inspection burden and production interruptions.
Environmental and Production Efficiency Benefits
Powder metallurgy is recognized for high material utilization. Unlike machining, where material is removed as chips, powder metallurgy forms the part close to final shape. This can reduce waste and improve production efficiency. For small gears produced in large volume, the material-saving benefit can be substantial.
Oil-impregnated sintered gears may also reduce lubricant waste. Because lubricant is stored within the component and released gradually, the system may require less external grease. This can support cleaner assembly and reduce excess lubricant migration inside appliances or mechanisms.
Longer component life also contributes to sustainability. A gear that resists wear, heat aging, and overload reduces the need for replacement parts and helps extend the service life of the final product. Durable design is an important aspect of responsible manufacturing, especially in consumer appliances where premature failure can lead to product disposal.
Q&A Section
Q1: What is the main advantage of this oil-impregnated sintered gear compared with a plastic gear?
The main advantage is the combination of higher mechanical strength, better heat resistance, superior dimensional stability, and self-lubricating performance. Plastic gears can be quiet and economical, but they may deform, creep, absorb moisture, or lose strength at elevated temperature. The sintered metal gear provides a stronger load-bearing structure and stores oil internally for reduced friction and longer service life.
Q2: Is this gear suitable for coffee makers, coffee grinders, and food processors?
Yes. The gear is suitable for many compact appliance mechanisms, including coffee grinders, coffee makers, food processors, mixers, and related devices. It is especially useful where gears may experience heat, intermittent overload, or long service requirements. If there is any possibility of food contact, the lubricant selection should be specified carefully, and food-grade oil options can be considered.
Q3: Why is oil impregnation important?
Oil impregnation fills the open pores of the sintered metal with lubricant. During operation, oil migrates to the contact surfaces and helps reduce friction and wear. This creates a self-lubricating effect, reducing the need for regular manual lubrication. It is valuable for sealed or compact mechanisms where maintenance access is limited.
Q4: What does the density of 6.7 to 6.8 g/cm³ mean for performance?
This density range indicates a controlled high-density sintered structure that provides mechanical strength while preserving porosity for oil storage. Density influences strength, wear resistance, dimensional stability, and oil retention. Proper control of density is essential for balancing load capacity and self-lubricating behavior.
Q5: Can the gear be customized?
Yes. Jiande Welfine Technology Co., Ltd. can provide OEM and ODM customization according to customer drawings or samples. Customization may include dimensions, bore size, tooth profile, material, density, oil type, surface treatment, tolerance level, and packaging requirements.
Q6: Is a sintered metal gear always better than a plastic gear?
Not always. Plastic gears may be better for very light-load applications where low noise, low weight, and low cost are the top priorities. However, sintered metal gears are usually better when the application requires higher torque capacity, heat resistance, overload tolerance, moisture stability, and long-term dimensional accuracy.
Q7: How does this gear compare with a machined steel gear?
A machined steel gear can provide high strength and precision, but it often requires more machining time, creates more material waste, and depends on external lubrication. A powder metallurgy oil-impregnated gear can be produced near net shape, reduce waste, and provide internal lubrication. For high-volume compact gears, it can offer an excellent balance of cost, performance, and reliability.
Q8: What quality certifications support the manufacturer’s capability?
Jiande Welfine Technology Co., Ltd. has passed ISO 9001:2015 and IATF 16949:2016 certifications. These quality management systems support consistent manufacturing, process control, traceability, and continuous improvement for industrial and automotive-related customers.
Q9: What applications beyond appliances can use this gear?
The gear can be used in automotive auxiliary mechanisms, industrial automation, office equipment, textile machinery, precision instruments, power tools, electromechanical devices, and compact transmission systems. It is suitable wherever small gears require reliable torque transfer and low maintenance.
Q10: What information should a customer provide for a custom gear inquiry?
A customer should provide drawings or samples, material requirements, shaft and bore information, tooth geometry, torque and speed conditions, operating temperature, expected lifetime, lubrication requirements, noise targets, annual quantity, and any regulatory or packaging requirements. This information helps the manufacturer recommend the correct material, density, oil, and process route.
Conclusion
The 4 x 11.5 x 5.2 mm powder metallurgy oil-impregnated gear is a compact but highly capable component for modern drive systems. Its value lies in the combination of sintered metal strength, controlled porosity, internal oil lubrication, dimensional stability, and manufacturing repeatability. In small appliances, it offers clear advantages over injection-molded plastic gears in load capacity, heat aging resistance, moisture stability, and creep resistance. Compared with conventional machined metal gears, it offers near-net-shape manufacturing efficiency and built-in lubrication.
Jiande Welfine Technology Co., Ltd. supports this product with more than 20 years of powder metallurgy experience, a 13,039-square-meter production base, skilled employees, advanced pressing and sintering equipment, precision machining capability, oil impregnation processes, and ISO 9001:2015 and IATF 16949:2016 quality systems. The company’s ability to customize materials, dimensions, density, oil type, and secondary processes makes it a practical partner for appliance manufacturers, automotive suppliers, and industrial customers.
For engineers seeking a gear that can withstand real-world conditions such as heat, overload, humidity, and long service intervals, an oil-impregnated sintered gear provides a durable and efficient solution. Its self-lubricating structure helps reduce maintenance, its metallic matrix improves reliability, and its powder metallurgy production route supports stable high-volume supply. In demanding compact mechanisms, this gear represents a strong alternative to plastic and a cost-effective alternative to fully machined metal components.
References
1. German, R. M. Powder Metallurgy and Particulate Materials Processing. Metal Powder Industries Federation.
2. ASM International. ASM Handbook, Volume 7: Powder Metal Technologies and Applications.
3. Metal Powder Industries Federation. Standard Test Methods for Metal Powders and Powder Metallurgy Products.
4. ASTM International. ASTM B328: Standard Test Method for Density, Oil Content, and Interconnected Porosity of Sintered Metal Structural Parts and Oil-Impregnated Bearings.
5. International Organization for Standardization. ISO 9001:2015 Quality Management Systems Requirements.
6. International Automotive Task Force. IATF 16949:2016 Quality Management System Standard for Automotive Production and Relevant Service Parts Organizations.
7. Budynas, R. G., and Nisbett, J. K. Shigley’s Mechanical Engineering Design. McGraw-Hill Education.
8. Childs, P. R. N. Mechanical Design Engineering Handbook. Butterworth-Heinemann.
Product: Powder Metallurgy Oil-Impregnated Gear (4×11.5×5.2mm)
Related products
-
-

Description: Custom powder metallurgy planetary gear with high precision, wear resistance for automotive, industrial machinery & home appliances. OEM/ODM supported.
See Details -
")
Product Description: High-precision powder metallurgy part (S14*7*10) made of iron material from Jiande Wefine, customized PM components with strict tolerance control.
See Details -

Premium Material: Our flange bushing is crafted from Sint B50 oil-impregnated bronze, featuring an 18% oil content. The high-quality tin bronze material ensures exceptional hardness, wear resistance, ...
See Details


Copyright © Jiande Welfine Technology Co., Ltd. All Rights Reserved. Custom Self-lubricating Sintered Bushing Manufacturers
